





3D-печать металлом

Дополнительная информация по услуге: 3D-печать металлом
- Описание
- Стоимость
- Примеры работ (фото, видео)
- Исполнители
- Оборудование
- ГОСТы
Разместить заказ
Выбрать исполнителя
3D-печать металлом:
детали из порошка - без прессования
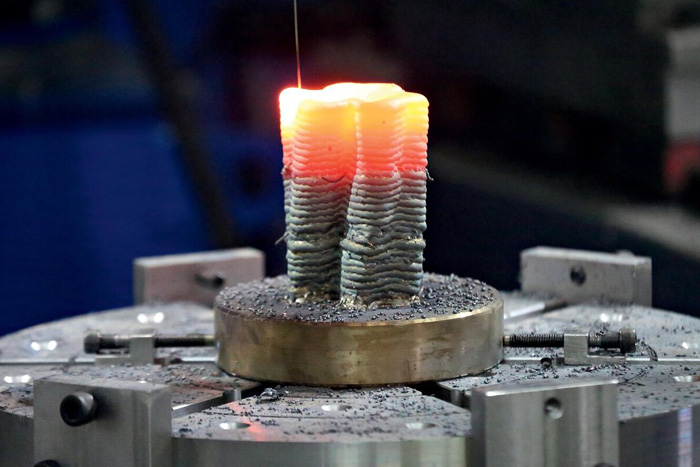
3D-печать металлом - процесс создания трехмерных объектов путем послойного сплавления металлических порошков с использованием мощного лазерного излучения. В процессе изготовления детали она постепенно приобретает форму, когда на нее “нарастают” всё новые и новые слои. Метод основан на принципах аддитивного производства и кардинально отличается от традиционных способов металлообработки, при которых объект вырезают из куска, удаляя всё лишнее. Особенности работы иттербиевого лазера
Для 3D-печати порошковым металлом используется особый тип твердотельного лазера - иттербиевый. Активным веществом (усилителем) для него служит иттриево-алюминиевый гранат (YAG), легированный ионами иттербия (Yb). Этот “инструмент” очень востребован в промышленности, в том числе в металлообработке и 3D-печати, благодаря уникальным характеристикам. Он отличается высокой эффективностью работы в инфракрасной области спектра и возможностью функционировать в непрерывном режиме или короткими импульсами.Для возбуждения ионов иттербия используют светодиоды или диодные лазеры. Этот процесс называется накачкой и производится в определенном диапазоне длин волн. Поглощенная энергия поднимает ионы иттербия на более высокий энергетический уровень. Затем они спонтанно возвращаются на основной, испуская когерентное излучение - кванты света.
Лазер для 3D-печати металлом на заказ содержит оптический резонатор, который состоит из двух зеркал, расположенных на противоположных концах кристалла. Одно из них частично прозрачно. Испущенные фотоны отражаются от зеркал резонатора, проходят через легированный кристалл, вызывая вынужденное излучение, и возвращаются на исходные энергетические уровни, усиливая его. Процесс усиления повторяется многократно, приводя к формированию мощного когерентного луча, который выходит через полупрозрачное зеркало.
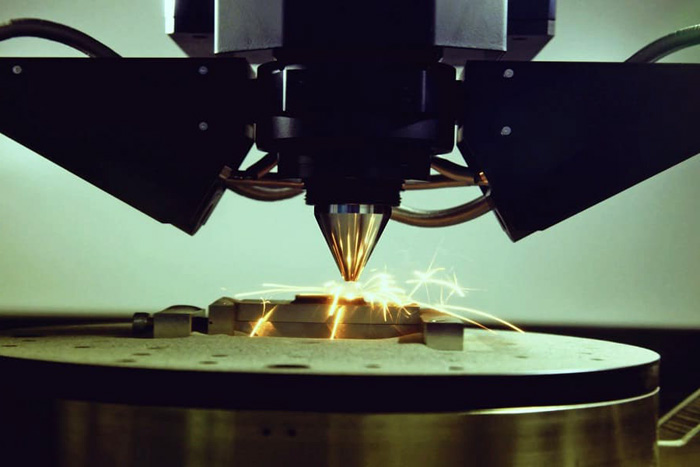
В условиях металлообработки иттербиевый лазерный луч фокусируется на металлическом порошке. Его высокая энергия вызывает мгновенное плавление и сплавление частиц, создавая по заданной компьютерной программе трехмерный металлический объект.
Преимущества 3D-печати металлом
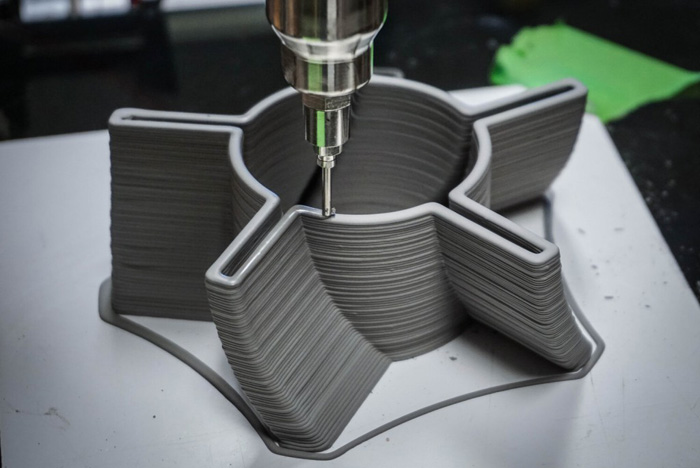
Стоимость 3D-печати металлом значительно выше, чем традиционных механических операций, но результат превосходит ожидания. Отметим следующие ее преимущества:- возможность создавать сложные конструкции, недоступные более простым методикам (объекты с внутренними пустотами, переплетающиеся элементы и пр.);
- снижение веса изделий. Технология предоставляет возможность оптимизировать дизайн. Например, за счет использования перфорированных структур там, где это допустимо;
- оперативность. Создание детализированных объектов напрямую из 3D-моделей значительно ускоряет процесс разработки и изготовления. Многих этапов обработки или сборки удается избежать;
- сокращение отходов. Поскольку 3D печать - аддитивный метод, при котором материал добавляется постепенно, а не удаляется, это существенно сокращает количество отходов и способствует более рациональному использованию сырья;
- легкая и быстрая персонализации изделий без значительного увеличения затрат и времени на производство. Это особенно ценно для таких сфер, как восстановительная медицина (например, изготовление индивидуальных имплантатов и протезов);
- улучшенные механические свойства. Некоторые методы 3D-печати металлом позволяют повысить качество изделий посредством точного контроля микроструктуры материала;
- экономия на инструментах и оборудовании. Традиционное изготовление деталей часто требует специализированных инструментов и форм, что особенно затратно при малых сериях изготовления. 3D-технология позволяет избежать ненужных трат.
Пошаговый процесс 3D-печати
металлом на заказ
И, конечно, сам процесс 3D-печати порошковым металлом в корне отличается от привычных подходов к изготовлению детали. Начинается он с инженерных изысканий: разработки 3D-модели в специализированной программе. В ней же пока виртуальный объект делят на горизонтальные сечения (слои), которые транслируются в инструкции для 3D-принтера.Затем на рабочую платформу принтера равномерно наносят слой металлического порошка. Его толщина обычно составляет от нескольких микрон до нескольких десятков микрон. Используя лазерный луч под контролем компьютера, иттербиевый лазер точечно разжижает и сплавляет металлический порошок вдоль контура заданного сечения модели. После плавления каждый слой охлаждается, в результате чего металл быстро затвердевает, образуя твёрдую структуру.
Далее платформа опускается на величину толщины одного слоя и процесс нанесения порошка и его сплавления повторяется для следующего. Новый слой связывается с предыдущим. Когда работа полностью закончена, излишки нерасплавленного порошка удаляют, а объект по необходимости подвергают дополнительной термической и механической обработке (например, шлифовке, полировке).
Виды металлических порошков
Используемые в 3D-печати металлом на заказ порошки должны соответствовать строгим стандартам чистоты, зернистости и распределения по размеру частиц. Только такие материалы могут обеспечить хорошую плотность печати и высокие эксплуатационные характеристики готового продукта.Порошок нержавеющей стали обеспечивает коррозионную стойкость и прочность, часто используется в медицинской отрасли: для изготовления имплантатов. Инструментальная сталь характеризуется высокой твердостью и износостойкостью, востребована в производстве инструментов и форм.
Титановые порошки (в том числе из сплава Ti-6Al-4V) - высокопрочный и лёгкий материал с превосходными биосовместимыми свойствами. Идеальны для аэрокосмической промышленности. Изделия на основе никелевых обладают высокой жаропрочностью и коррозионной стойкостью. Используются в ситуациях, когда требуются высокая рабочая температура и сопротивление коррозии.
Привлекает заказчиков и стоимость 3D-печати металлом на основе алюминиевых порошков. Детали из них отличаются легкостью и хорошей теплопроводностью. Широко применяются в автомобильной промышленности. Кобальт-хромовые обеспечивают износостойкость, жаропрочность и биосовместимость, что тоже актуально для медицины. Медные характеризуются высокой электро- и теплопроводностью, находят применение в электротехнике и энергетике.
Ограничения технологии 3D-печати порошковым металлом
Несмотря на множество преимуществ, технология 3D-печати металлом может быть связана и с определенными трудностями. Для производителей это прежде всего стоимость оборудования и материалов: 3D-принтеры, работающие с металлами, и сами порошки могут быть довольно дороги. А значит, для организации производства требуются немалые первоначальные инвестиции. Это может ограничивать доступ к технологии для малого и среднего бизнеса.Большинство 3D-принтеров по металлу имеют ограниченный объем печати, что накладывает лимиты на максимальные размеры создаваемых деталей. Хотя такая печать и помогает ускорить разработку прототипов, скорость изготовления финальных продуктов может быть ниже по сравнению с традиционными методами массового производства, особенно если речь идёт о больших партиях.
Наши предприятия не только знают теоретические основы 3D-печати порошковым металлом, но и действительно умеют с ней работать. Все вышеперечисленные трудности, которые могут осложнить жизнь новичкам, для них вполне реальные задачи. Хотите заказать партию деталей, изготовленных по последнему слову науки и техники? Ждем ваших заявок!
| Услуга | Стоимость, руб. | |||
|---|---|---|---|---|
| 3D-печать металлом | от 300 за кв.см | |||
| Дополнительная обработка | по договоренности | |||
| 3D-сканирование | от 500 за объект | |||
| Разработка 3D-модели | от 2000 за час | |||
| Проектирование для 3D-печати | от 5000 за изделие | |||

Автор данного ролика представлен в нашем каталоге:
Engineering
ПРЕДПРИЯТИЯ
ЗАКАЗЫ
ЗАКАЗЫ
ПРЕДПРИЯТИЯ


 +7 (495) 789-95-19
+7 (495) 789-95-19

