





Комплексные нагревательные установки

Дополнительная информация по оборудованию: Комплексные нагревательные установки
- Описание
- Стоимость
- Примеры работ (фото, видео)
- Изготовители
- Применение
- ГОСТы
Разместить заказ
Выбрать исполнителя
Комплексные нагревательные установки:
много операций на одном производстве
Комплексные нагревательные установки, объединенные в производственные линии, быстро и равномерно нагревают заготовки, используя разные способы температурной обработки и разные типы оборудования. Это дает возможность гибко настраивать режимы и профили для конкретных задач. Такую технику применяют не только для чисто термических процессов (закалки, отпуска, отжига), но и для решения других задач. Например, чтобы подготовить детали и полуфабрикаты к пайке, сварке, прокатке и штамповке. По сравнению с более простыми единичными аппаратами, работающими над решением ограниченного круга задач, это оборудование отличается:
- универсальностью,
- высокой скоростью нагрева,
- его равномерным распределением по всему объему изделия,
- экономией энергоресурсов,
- точным контролем температурного режима
Строение и принцип работы
комплексных нагревательных установок
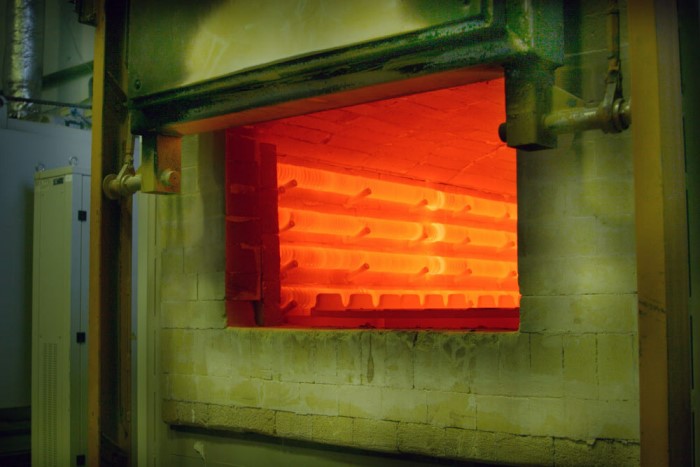
Главные элементы любого нагревательного комплекса - камеры: теплоизолированные корпусы со специальными отверстиями для установки нагревательных элементов. В качестве них в установках могут использовать электронагреватели, газовые горелки, индукторы и другие приспособления, обеспечивающие подвод тепла к заготовке. Система управления представлена контроллером с программным обеспечением, в которое загружается специальная программа. В больших автоматизированных комплексах работает транспортно-загрузочное оборудование - для загрузки крупных или массивных деталей.
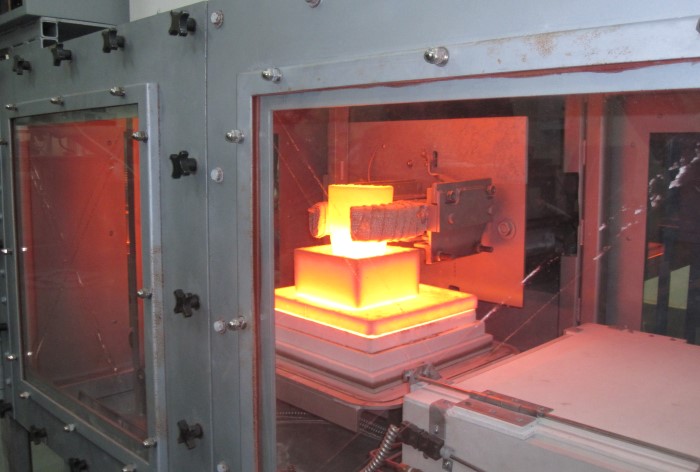
Работает система так. Оператор размещает заготовку в нагревательной камере и задает на панели управления программу нагрева: скорость, температурный режим. Контроллер включает нагревательные элементы и по заданной программе управляет подачей к ним энергии. Происходит равномерный нагрев заготовки по заданному температурно-временному профилю. Когда процесс заканчивается, заготовку извлекают.
Установки для термообработки металла могут нагревать заготовки внутренними и внешними способами. Рассмотрим и опишем все технологии.
Внутренний нагрев
в комплексных нагревательных установках
К внутренним способам нагрева относятся: - непосредственный,
- контактный,
- индукционный,
- в электролитах.
При непосредственном нагреве в камере размещают специальные электронагревательные элементы - ТЭНы (трубчатые электронагреватели). Они представляют собой металлические трубки со встроенными спиралями. При подаче электрического тока на спирали происходит выделение тепла за счет эффекта Джоуля-Ленца. Нагреваются ТЭНы до +1100°С. Размещенные в камере вокруг заготовки, они обеспечивают её интенсивный и равномерный нагрев излучением.
К преимуществам метода относятся простота, высокая скорость процесса и равномерность распределения температуры. Его используют для нагрева небольших стальных деталей перед термообработкой, а также для пайки и сварки.
Контактный электронагрев в термических установках для металла работает следующим образом. В камере размещают специальные контактные электронагреватели в виде пластин или стержней с нагревательными элементами. Заготовку размещают непосредственно на них или между ними. Подача электрического тока вызывает нагрев элементов. Тепло контактно передается детали.
Эта технология гарантирует высокую интенсивность процесса, равномерный прогрев сложных деталей. Как минусом, так и плюсом может считаться локальность воздействия. Такой процесс идеален для быстрого нагрева заготовок специальной формы перед горячей штамповкой, прессованием, а также для работы с участками деталей.
При индукционном нагреве в комплексных нагревательных установках в камере устанавливают индукторы: медные катушки с ферромагнитным сердечником. При прохождении по ним переменного электрического тока высокой частоты (до 10 кГц) вокруг них возникает переменное электромагнитное поле. Под его воздействием в металлической заготовке, помещенной внутрь индуктора, наводятся вихревые токи. Они-то и вызывают активный нагрев самой детали.
Индукционные процессы обеспечивают глубинный нагрев с высокой интенсивностью, причем какой-либо контакт с нагревателем при них отсутствует. Метод востребован в термообработке, пайке, сварке, а также в нагреве перед прокаткой, волочением, ковкой.
Все перечисленные технологии применяются в воздушной среде. А вот нагрев в электролитах использует жидкую, да и сами нагревательные комплексы в этом случае выглядят специфично. Вместо камеры в них работают емкости-ванны, в которые заливается жидкий электролит на основе водных растворов солей или щелочей.
Опущенная в электролит заготовка подключается к одному полюсу источника тока, а ванна с электролитом - к другому. Замыкается электрическая цепь. Протекающий через заготовку и электролит ток вызывает выделение тепла непосредственно в детали за счет джоулева нагрева. Происходит объемное и равномерное воздействие. Преимущества методики:
- равномерность температуры по сечению,
- отсутствие локальных перегревов,
- высокие темпы нагрева,
- простота и надежность процесса.
Способы и установки внешнего нагрева
В качестве внешних вариантов нагрева применяют две “среды” - газокислородное пламя и низкотемпературную плазму. В первом случае над заготовкой работают газовые горелки, которые при сжигании горючего газа (пропана, метана и т.п.) и окислителя (кислорода или воздуха) создают направленное пламя с температурой до 3500°С. Это пламя обеспечивает локальный интенсивный нагрев поверхности обрабатываемых деталей.Низкотемпературная плазма возникает при пропускании плазмообразующего газа (аргона, азота, водорода) через электрическую дугу между электродом и соплом. В результате образуется высококонцентрированный поток ионизированного газа с температурой 20000-50000°С. Эта направленная плазменная струя локально разогревает поверхность металла.
Особенности выбора установок для термообработки металла
Чтобы правильно подобрать термические установки для металла, нужно учесть несколько критериев, имеющих отношение к особенностям вашего производства:- размеры и массу нагреваемых деталей. От этих параметров зависят габариты камеры и мощность системы;
- материал деталей. Сталь, чугун, цветные металлы - для всех этих материалов могут подходить разные виды обработки;
- требуемый температурный режим. Некоторые виды нагрева имеют ограничения по максимальной температуре;
- необходимую скорость нагрева заготовок. Чем выше требования к ней, тем больше должна быть мощность системы;
- равномерность нагрева по объему детали. Зависит от конфигурации и выбора метода нагрева.
| Компоненты установок | Стоимость, руб. | |||
|---|---|---|---|---|
| Плавильные печи | от 500 тыс. | |||
|
Нагревательные печи |
от 300 тыс. | |||
| Закалочное оборудование | от 200 тыс. | |||
| Индукционные нагреватели | от 100 тыс. | |||
| Газовые нагреватели | от 50 тыс. | |||


Автор данного ролика представлен в нашем каталоге:
Heavy Technology
ПРЕДПРИЯТИЯ
ЗАКАЗЫ
ЗАКАЗЫ
ПРЕДПРИЯТИЯ


 +7 (495) 789-95-19
+7 (495) 789-95-19

