





Обработка на угловысечном станке

Дополнительная информация по услуге: Обработка на угловысечном станке
- Описание
- Стоимость
- Примеры работ (фото, видео)
- Исполнители
- Оборудование
- ГОСТы
Разместить заказ
Выбрать исполнителя
Обработка на угловысечном станке:
искусство вырубки правильных форм
Угловысечная обработка листового металла - технология, позволяющая вырезать из проката заготовки разных конфигураций с помощью специального высечного штампа. В процессе лист помещают между верхней и нижней частями приспособления, после чего производится вырубка нужных форм. Таким способом выпускают широкий спектр деталей - от элементов металлоконструкций до мебельных комплектующих. Заказчиков привлекают высокая производительность, точность и низкая себестоимость процесса.
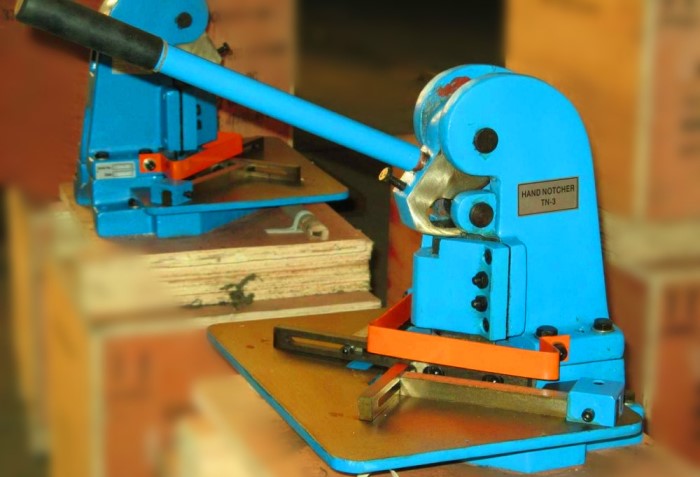
Оборудование и оснастка
для угловысечной обработки
Выполняет высечку (вырубку) из листов угловысечной станок по металлу (пресс): механический, гидравлический или эксцентриковый. Разные типы этих машин отличаются прилагаемым усилием и размерами рабочего пространства. Непосредственные инструменты для операции - высечные штампы - изготавливают по размерам и конфигурации детали. Они традиционно состоят из пуансона и матрицы. Кроме того, в работе используют:
- прижимы листового металла, фиксирующие заготовку во время высечки;
- устройства защиты штампа, которые предохраняют его от поломок при высечке;
- листоукладчики, подающие листы в механизм (используются на автоматизированном оборудовании);
- рольганги для транспортировки листового металла;
- ножницы для раскроя листа на заготовки перед высечкой.
Особенности технологии угловой высечки
С технологией рубки металла обработку на угловысечном станке объединяет то, что операция выполняется за один рабочий ход пресса. Это обеспечивает высокую производительность. Благодаря точному изготовлению штампов возможна высечка не только угловых элементов, но и более сложных форм. В соответствии с размерами штампа обеспечивается идеальная точность, а отходы материала по сравнению с другими методами раскроя минимальны.Детали, полученные таким способом, практически не нуждаются в постобработке: штампы образуют очень чистые кромки, не требующие доводки. Деформации металла, нередко свойственной резке, в этом случае тоже не возникает. Оборудование может работать с листами широкого диапазона толщин: от 0,5 до 25 мм и более (в зависимости от мощности пресса).
Основным параметром производительности техники при угловой высечке становятся ходы в минуту, то есть количество движений, которые машина может произвести за 60 секунд. Но при оценке возможностей оборудования необходимо делать скидку на тип материала:
- для низкоуглеродистой стали толщиной 1-4 мм оптимальная скорость высечки - 10-25 ходов в минуту, зазор между пуансоном и матрицей при этом составляет 0,5-1% от толщины металла;
- для высокопрочной стали скорость снижают до 5-15 ходов в минуту, зазор увеличивают до 3%;
- для мягких сплавов, алюминиевых и медных, скорость повышают до 50 ходов в минуту, зазор уменьшают до 0,5%;
- для латуни оптимальны 10-30 ходов в минуту и зазор 1-2%;
- для титановых сплавов, самых “неприступных”, - 5-15 ходов в минуту и зазор 2-3%.
Возможности обработки на угловысечном станке
С помощью этой технологии можно получать детали разных форм: прямоугольные, квадратные, треугольные и трапециевидные профили. Но не углами едиными жива угловысечная обработка. Достаточно подготовить и установить в механизм новый штамп, чтобы получить на листе:- круглые отверстия и пазы,
- овальные и эллиптические отверстия,
- зубчатые элементы,
- фигурную высечку - сложные профили по шаблонам и чертежам,
- высечку по контуру - для изготовления деталей с контурной формой,
- вырубку отверстий на скосах и под углом к плоскости листа.
Способы экономии металла при угловой высечке
Мы уже отметили, что угловысечной станок по металлу очень бережно относится к материалу и отходы при работе с ним минимальны. Тем не менее экономичность процесса можно повысить. Например, высечкой нескольких деталей из одного листа: минимизировать отходы за счет рациональной компоновки заготовок. Или применением фигурной высечки вместо “штамповки” прямоугольных заготовок.Опытный рубщик всегда выберет оптимальный вариант укладки выкроек на листе с учетом его габаритов. Причем для расчета будущей раскладки можно подключить даже технологии 3D-моделирования. А вырубные остатки, которые все-таки образовались, использовать для выпуска других деталей или для переплавки.
Применение таких подходов при угловой высечке обеспечивает экономию металла до 30% по сравнению с традиционным раскроем. И специалисты наших предприятий сделают все, чтобы обработка на угловысечном станке стала для вас как можно более доступной. Конечно, без потери качества. Ждем ваших заказов!
| Толщина металла, мм | Стоимость, руб./кв.м | |||
|---|---|---|---|---|
| До 3 | от 150 | |||
| До 6 | от 250 | |||
| До 10 | от 350 | |||
| От 10 | по договоренности | |||


Автор данного ролика представлен в нашем каталоге:
Bolton Tools
ПРЕДПРИЯТИЯ
ЗАКАЗЫ
ЗАКАЗЫ
ПРЕДПРИЯТИЯ


 +7 (495) 789-95-19
+7 (495) 789-95-19

