





Сварка металлов

Дополнительная информация по услуге: Сварка металлов
- Описание
- Стоимость
- Примеры работ (фото, видео)
- Исполнители
- Оборудование
- ГОСТы
Разместить заказ
Выбрать исполнителя
Сварка металлов и сплавов любой сложности
Сварка металлов становится возможной благодаря такому их свойству, как свариваемость, то есть способность формировать неразъемное соединение в рамках используемой технологии. Требованиями к процессу становятся не только прочность соединения, но и отсутствие дефектов: таких, как трещины, непровары, отклонения от параметров. Нежелательны при сварке и посторонние включения, случайно попавшие в шов.Сварка углеродистых сталей
Очень часто на производстве требуется сварка черных металлов, к которым относятся углеродистые стали. Но процент содержания углерода в сплаве может отличаться. В низкоуглеродистых он может доходить до 0,3%, в среднеуглеродистых - до 0,6%, в сталях с высоким содержанием углерода - превышать 2%. Знать процентность важно, так как от количества углерода напрямую зависит сварочный процесс.Проще всего работать с низкоуглеродистым материалом, заготовки из которого легко образуют соединения при комнатной температуре. Неаккуратная работа со среднеуглеродистым прокатом может быть чревата растрескиванием шва. Чтобы этого не произошло, металл в зоне соединения предварительно подогревают, а после подвергают его небольшой термической обработке. Высокоуглеродистым сталям требуется основательный прогрев и более интенсивная термическая постобработка.
Еще одна особенность обработки сталей с высоким содержанием C в том, что образованному шву требуется больше времени на естественное охлаждение. Особое внимание следует уделять и зачистке поверхностей перед сваркой. Если этого не сделать, в шов легко проникнут посторонние примеси. Эти нюансы могут незначительно, но повысить цену сварки металла.
Сварка легированных сталей
Не лучшим образом в процессе сварки металлов и сплавов могут вести себя легированные стали. По степени включения компонентов, повышающих их твердость, прочность, коррозионную стойкость и невосприимчивость к механическим повреждениям, они делятся на:- низколегированные,
- среднелегированные,
- высоколегированные.
Работать с низколегированными сталями достаточно просто. Во время остывания их шов сохраняет целостность и не растрескивается. Безопасным для материала остается и сам процесс: вероятность образования разрывов практически полностью исключена.
Однако стоит учесть особенности поведения низкоуглеродистого сплава при разных видах сварок. При дуговой важно правильно подобрать величину сварочного тока, при флюсовой - выбрать количество проходов в зависимости от толщины металла. При сварке металла в углекислом газе - определиться с типом проволоки и учесть, что процесс сопровождается выгоранием легирующих компонентов.
При соединении среднелегированных сталей важно сохранить баланс между содержащимися в сплаве компонентами и легирующими элементами электродов. Чем меньше включений будет в сварочном материале по сравнению с основным, тем проще окажется работа. Сплавы средней легированности обычно соединяют аргоно-дуговой сваркой и газовой (на основе смеси кислорода с ацетиленом).
Сложнее всего работать с высоколегированными сталями. Во-первых, из-за того, что они плохо проводят тепло, а значит, рабочая зона в процессе сильно перегревается и существует риск проплавления материала. Негативно сказывается на операции и повышенный показатель линейного расширения - прямой причины возможных деформаций и растрескивания швов.
В этом случае сложность процесса и необходимость индивидуального подхода, безусловно, влияют на цену сварки металла. Но опытные сварщики избегают всех рисков, применяя для заготовок из высоколегированных сталей сварку трех возможных типов:
- ручную дуговую,
- газовую,
- под флюсом.
Сварка цветных металлов
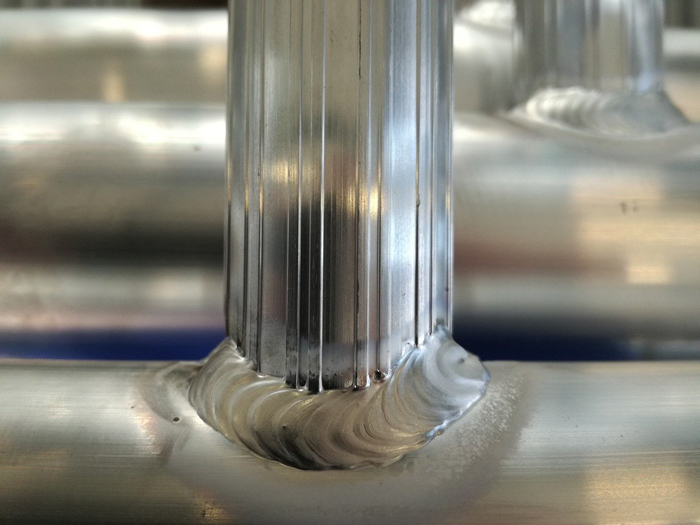
Непростым процессом становится и сварка цветных металлов: меди и сплавов на ее основе, а также алюминия. При работе с медью необходимо учитывать ее высокую теплопроводность, негативно влияющую на прочность сварного шва. Чтобы шов получился цельным и надежным, выбирают технологии, связанные с плавлением металла при высоких температурах: газовую, дуговую (ручную, с использованием защитных газов, автоматическую под флюсом), электронно-лучевую.При сварке алюминия в отличие от сварки черных металлов злую шутку могут сыграть его контакт с кислородом и практически мгновенное образование окисла - активного разрушителя шва. Другие недостатки металла - неспособность выдерживать температуру свыше +600 градусов, а при превышении этого показателя - быстрая разжижаемость. Проблемы решаются:
- применением особых проволоки, электродов и флюсов;
- использованием минимального количества проходов при формировании шва;
- предварительным прогревом заготовок толщиной от 2 см;
- постепенным снижением силы тока в процессе.
Трудности сварки титана
Абсолютным рекордсменом по сложности сварки металлов и сплавов считается титан. Он начинает плавиться при рекордных +1600, а достичь такого температурного порога можно далеко не каждым способом. Другая проблема - способность вступать в реакцию с азотом и кислородом в процессе нагревания. поэтому рабочую зону требуется оградить от воздействия атмосферы.Сварка титана проводится по принципу “чем быстрее, тем лучше”. Для процесса идеально подходит газовая на основе аргона с использованием постоянного тока в предельных минимумах.
Профессиональная сварка металлического проката
Показать сложный характер в процессе сварки цветных металлов, сталей и титана может каждый материал, если за дело берется человек с недостаточным опытом.Наш сайт - место встречи настоящих профессионалов с заказчиками, которым нужна качественная работа. Технический потенциал компаний позволяет им работать с любыми материалами и выполнять заказы любых объемов. Уверены, что вы непременно найдете здесь “своего” подрядчика для разовых и долгосрочных проектов. Обращайтесь!
| Толщина, мм | Стоимость, руб./см | |||
|---|---|---|---|---|
| До 3 мм | от 17 | |||
| До 6 мм | от 22 | |||
| До 10 | от 27 | |||
| До 14 | от 40 | |||
| До 20 | от 55 | |||
| От 20 | по договоренности | |||



Автор данного ролика представлен в нашем каталоге:
Handyman
ПРЕДПРИЯТИЯ
ЗАКАЗЫ
ЗАКАЗЫ
ПРЕДПРИЯТИЯ


 +7 (495) 789-95-19
+7 (495) 789-95-19

