





Автоматическая сварка

Дополнительная информация по услуге: Автоматическая сварка
- Описание
- Стоимость
- Примеры работ (фото, видео)
- Исполнители
- Оборудование
- ГОСТы
Разместить заказ
Выбрать исполнителя
Автоматическая сварка:
минимум участия человека в процессе
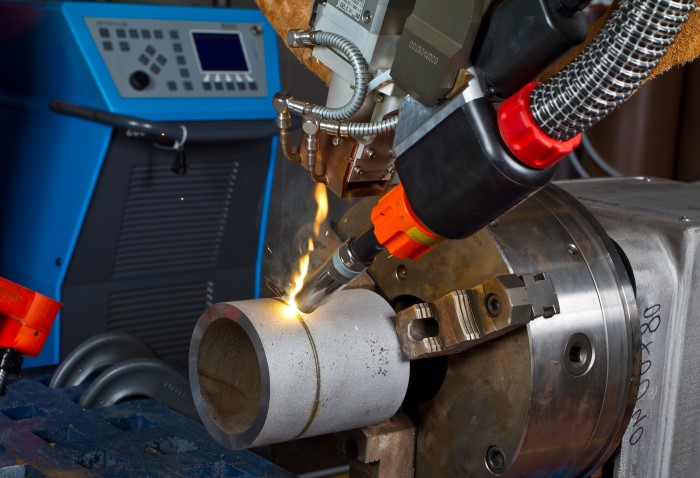
Автоматическая сварка - способ соединения металлов, при котором операцию выполняет автоматизированное оборудование, а участие человека-оператора не требуется или сводится к минимуму. В ходе процесса сварочная головка с электродом перемещается по заданной программе вдоль шва, обеспечивая равномерный нагрев и оплавление свариваемых кромок. Программа управления оборудованием задается заранее в соответствии с параметрами сварки.Виды автоматической сварки
Существует несколько основных видов автоматической сварки ГОСТ:- дуговая. Самая распространенная. Осуществляется электрической дугой, горящей между электродом и изделием;
- в среде защитных газов. Дуга горит в среде инертных или активных газов, что повышает качество шва;
- контактная стыковая. Соединение происходит при нагреве током большой силы в месте контакта деталей;
- лазерная. В этом случае используется концентрированный лазерный луч, нагревающий металл до расплавления;
- электронным лучом. Нагрев металла производится сфокусированным потоком электронов;
- ультразвуковая. Детали соединяются под воздействием механических ультразвуковых колебаний.
Структура оборудования
Автоматическое управление сваркой требует использования специализированного оборудования, включающего:- источник питания (сварочный трансформатор, инвертор и т.д.), который обеспечивает электрический ток нужных для сварки параметров;
- сварочную головку. Она автоматически передвигает электрод в зоне сварки с заданной скоростью;
- механизм перемещения, осуществляющий передвижение головки вдоль шва. Может быть в виде колонны, каретки, робота-манипулятора;
- систему управления: блок, датчики, программное обеспечение;
- дополнительные устройства: подачи защитного газа, охлаждения, очистки шва, контроля температуры и т.п.
Преимущества автоматической сварки
Использование сварочного автомата гарантирует процессу производительность в разы выше, чем при ручных методах. Влияние человеческого фактора практически полностью исключено. С таким оборудованием специалисты могут “собирать” даже сложные сварные конструкции, с высокой точностью настраивая параметры работы: температуру, скорость, траекторию. Кроме вероятности ошибки, а значит, и брака, исключается воздействие на человека опасных и вредных факторов.В целом процесс автоматической сварки максимально оптимизирован, что помогает более экономно расходовать материалы и энергию.
Оценка возможных рисков
Даже несмотря на высокую степень самостоятельности оборудования, процесс может нести определенные риски. Но они опять же связаны не с возможностями аппаратов, а с человеческим фактором. Например, к браку может привести неправильная настройка параметров в программе. Или использование некачественных расходных материалов.Вероятность сбоев повышает и недостаточное обслуживание оборудования. Появление дефектов возможно даже из-за неправильной подготовки кромок деталей. Таким образом, саму автоматическую сварку ГОСТ все равно нельзя “пускать на самотек”, а работу с аппаратом должен выполнять квалифицированный персонал. Полностью избежать брака помогает только многоступенчатый контроль:
- входной - проверка качества металла и сварочных материалов, геометрии кромок;
- текущий - параметров режима сварки с помощью датчиков;
- визуальный и измерительный - на наличие видимых дефектов швов, на их соответствие геометрии.
| Тип сварки | Стоимость, руб./м | |||
|---|---|---|---|---|
| Под флюсом | от 300 | |||
| Под слоем газа | от 400 | |||
| Ленточным электродом | от 500 | |||
| Комбинированным электродом | от 550 | |||
| Лазерная сварка | от 600 | |||
| Электродуговая сварка | от 400 | |||



Автор данного ролика представлен в нашем каталоге:
Safi machinery alger
ПРЕДПРИЯТИЯ
ЗАКАЗЫ
ЗАКАЗЫ
ПРЕДПРИЯТИЯ


 +7 (495) 789-95-19
+7 (495) 789-95-19

