




Все услуги
› Обработка поверхности металла › Шлифовка металла › Бесцентровое шлифование

показать все ▼
Бесцентровое шлифование

Дополнительная информация по услуге: Бесцентровое шлифование
- Описание
- Стоимость
- Примеры работ (фото, видео)
- Исполнители
- Оборудование
- ГОСТы
Разместить заказ
Выбрать исполнителя
Производство деталей на заказ
бесцентровым шлифованием
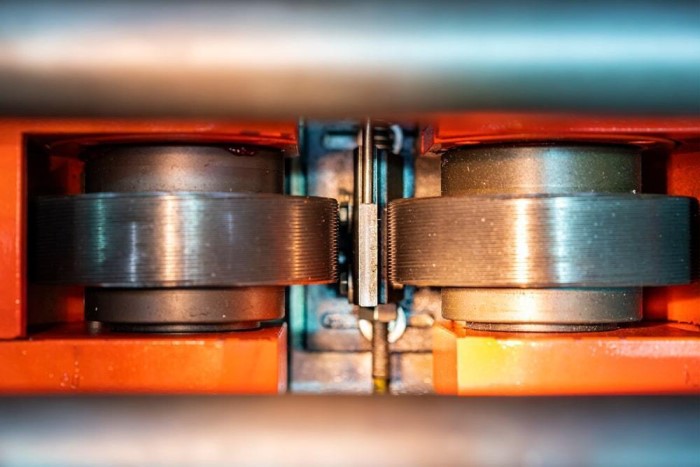
Бесцентровое шлифование на заказ отличается от более традиционной центровой обработки тем, что в качестве инструментов используют два вращающихся цилиндра, а не один. Оборачиваясь вокруг своих осей, они воздействуют на деталь с разных сторон. Такая технология гарантирует более быстрый и серийный процесс, что очень важно при работе с крупными объемами. Суть бесцентрового шлифования
Включаясь в работу, абразивные круги ведут себя неодинаково. Один из них является направляющим, другой - обрабатывающим. Первый достаточно медлителен: он движется вокруг оси со скоростью не более двадцати метров в минуту. Другой в два раза быстрее: за интервал в те же 60 секунд он может преодолевать до 40 м.Скорость здесь - величина непостоянная: она устанавливается под обработку конкретной детали и отслеживается датчиками. О назначении кругов нетрудно догадаться по их названию. Направляющий, соприкасаясь с деталью, задает ей вращение. Обрабатывающий занимается собственно выравниванием поверхности.
Не менее важной частью оборудования для бесцентрового круглого шлифования становится плоскость под кругами. Она обеспечивает поддержку детали, отвечает за правильность ее расположения и за надежность фиксации. Эта поверхность может двигаться, но только по линии, расположенной по отношению к кругам под прямым углом.
Процесс бесцентрового шлифования
Несмотря на то, что прямой обработкой детали занимается второй круг, поверхность первого тоже является шероховатой. Это необходимо для его сцепки с деталью. Качество сцепления находится в прямой зависимости от скорости, с которой он движется: чем она выше, тем надежнее “захват”.Но есть нюанс: обрабатывающий круг работает намного эффективнее как раз при медленном вращении детали. Как же увеличить сцепление, чтобы сделать обработку качественнее и снизить стоимость бесцентрового шлифования? Для этого поверхность направляющего круга усиливают резиновыми покрытиями.
Плюсы бесцентровой обработки
Эта разновидность шлифования отлично зарекомендовала себя и у заказчиков, и у обработчиков металла. Причины ее популярности:- сокращение времени на обработку одной заготовки,
- минимальная трудоемкость и невысокие энергозатраты,
- безупречная точность шлифования благодаря надежной фиксации заготовки и ее постоянному “контролю” направляющим кругом,
- простота технологии,
- высокая производительность и нетребовательность оборудования.
Бесцентровое шлифование с двумя типами подач
В зависимости от особенностей заготовки к ней можно применить обработку двух типов: с продольной или поперечной подачей. Наиболее простые, продольные работы, используют для заготовок с одинаковым диаметром по всей длине. Продольное шлифование помогает обработать детали, имеющие углубления или выпуклости.При продольном шлифовании заготовке предоставляется наибольшая свобода действий: она не только вращается вокруг своей оси, но и может двигаться вдоль. Это становится возможным благодаря наклонному расположению направляющего круга по отношению к обрабатывающему. Чем больше длина детали и чем чище требуется поверхность, тем меньше должна быть величина угла.
Бесцентровое шлифование на заказ с поперечной подачей заготовок намного сложнее. Направляющий круг в этом случае подает заготовку под углом 90 градусов к оси вращения. Это позволяет обрабатывать любые элементы рельефа поверхности: выступы, зубцы, выемки, борозды и пр.
Времени и внимания требует установка: чтобы правильно разместить деталь в рабочей зоне, необходимо убрать ведущий круг, поместить заготовку на поддерживающий элемент (нож), а затем зафиксировать при помощи упора, который в нужный момент будет выполнять и выталкивающую функцию. Далее к детали подводят направляющий круг, который начинает вращение, увлекает ее за собой и ведет к обрабатывающему кругу.
Обработка внутренних поверхностей деталей
Для бесцентрового круглого шлифования возможна и работа с внутренними полостями заготовок. Чтобы зафиксировать деталь и задать ей верное движение, требуются три ролика: ведущий, опорный и прижимной. Движение шлифовального круга внутри отверстия обеспечивает вращающийся вал.Так как участников процесса больше, а само действие происходит в закрытом пространстве, к точности изготовления роликов предъявляют очень высокие требования. В целом обращение к этой технологии оправдано, если детали необходимо обрабатывать крупными сериями. В ином случае подготовительные работы намного увеличивают стоимость бесцентрового шлифования.
Технологичное и недорогое бесцентровое шлифование
Как мы убедились, технология достаточно сложна, чтобы за нее могло взяться любое предприятие по металлообработке. Для этого необходимы:- хорошо оборудованный цех;
- разнопрофильное оборудование, не ограниченное одним станком;
- опытные специалисты-шлифовальщики.
Десятки заказчиков уже убедились, насколько просто, удобно и безопасно работать с нами. Чтобы пополнить их число и сотрудничать с лучшими предприятиями вашего региона, опубликуйте заявку на бесцентровое шлифование на заказ в режиме онлайн. Обращайтесь!
| Материал, деталь | Стоимость, руб./пог.м | |||
|---|---|---|---|---|
| Сталь | от 50 | |||
| Чугун | от 45 | |||
| Алюминий | от 55 | |||
| Медь, бронза, никель | от 60 | |||
| Титан | от 80 | |||
| Вал | от 100 | |||
| Труба | от 80 | |||
| Блок цилиндров | по договоренности | |||


Автор данного ролика представлен в нашем каталоге:
Glebar Company, Inc.
ПРЕДПРИЯТИЯ
ЗАКАЗЫ
ЗАКАЗЫ
ПРЕДПРИЯТИЯ


 +7 (495) 789-95-19
+7 (495) 789-95-19

