





Ленточное шлифование

Дополнительная информация по услуге: Ленточное шлифование
- Описание
- Стоимость
- Примеры работ (фото, видео)
- Исполнители
- Оборудование
- ГОСТы
Разместить заказ
Выбрать исполнителя
Ленточное шлифование:
ровная поверхность за пару шагов
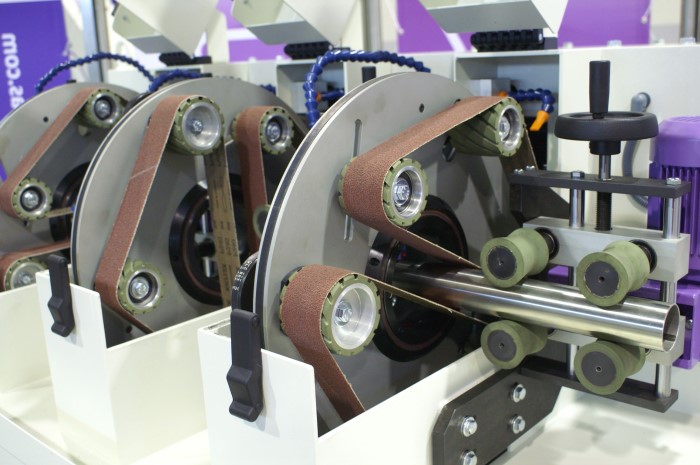
При ленточном шлифовании металл обрабатывают специальные шлифовальные ленты. Они изготавливаются из разных абразивных материалов и имеют зернистую рабочую поверхность. Установленная в станке лента с высокой скоростью движется вдоль обрабатываемого участка. При контакте ее абразивный материал создает силу трения, которая постепенно снимает слой металла и устраняет неровности. В результате такой обработки получается идеально гладкая поверхность без дефектов. Оборудование для ленточного шлифования
Основное оборудование для процесса - ленточный станок для шлифовки. Он может быть горизонтальным или вертикальным в зависимости от расположения инструмента. На станке расположены два шкива - приводной и натяжной. Между ними натягивается бесконечная абразивная шлифовальная лента, которая приводится в движение электродвигателем.Скорость вращения ленты может регулироваться в широком диапазоне в зависимости от обрабатываемого материала. На охлаждение зоны шлифования работает система подачи СОЖ.
Конструкция станка позволяет регулировать усилие прижатия ленты к поверхности детали. Некоторые модели оснащаются системами автоматической подачи заготовок, это обеспечивает высокую производительность процесса.
Преимущества ленточного шлифования
Несмотря на простоту, шлифование на ленточном станке отличается высоким качеством и ни в чем не уступает более технологичным методам. Его ключевые достоинства:- безупречность обработки, гладкость поверхности и точность размеров;
- возможность шлифования деталей сложной формы. Гибкость ленты позволяет обрабатывать любые контуры;
- широкий выбор абразивных материалов для лент;
- относительно невысокие затраты на ленты;
- возможность автоматизации процесса шлифования;
- минимальный разогрев детали в процессе.
Ленточное шлифование:
от подготовки до обработки
Чтобы результат был как можно более чистым, деталь нужно подготовить. Прежде всего очистить от загрязнений, окалины и ржавчины. Для этого используют моющие средства, пескоструйную или дробеструйную обработку. Если механообработка была не очень качественной, на поверхности могут обнаружиться деформации, выбоины и задиры. Их рекомендуется устранить более грубым шлифовальным инструментом. Чтобы не ошибиться в точности, проводят разметку детали: наносят на нее риски и контуры обработки в соответствии с чертежом. Имеет значение и выбор зернистости шлифовальной ленты: чем мельче абразив, тем чище поверхность после шлифования. Фиксироваться детали на станке могут по-разному: в специальных зажимах или при помощи сильных магнитов.
Перед началом работы оператор выбирает оптимальную скорость ленточного шлифования исходя из материала детали и настраивает силу прижима ленты для съема заданного припуска.
Сначала проводится первичное шлифование - съем основного припуска грубозернистой лентой. Затем по поверхности “проходятся” мелкозернистыми лентами для получения требуемой чистоты. Чтобы добиться эффекта, близкого к полировке, выбирают тонкозернистую ленту с минимальной величиной абразивных частиц.
После всех этапов специалисты проводят контроль качества обработанной поверхности: измеряют шероховатость, сверяют геометрические параметры. Для достижения заданных размеров может быть проведена доводка.
Режимы ленточного шлифования
и их влияние на процесс
Оптимизировать работу можно разными способами: путем настройки ленточного станка для шлифовки и подбора режимов. Например, скорость вращения ленты подбирают в зависимости от типа обрабатываемого металла, его твердости и требуемой чистоты поверхности. Выше скорость - выше и производительность, но минусом становится более интенсивный нагрев детали.Скорость продольной подачи заготовки вдоль ленты выбирают исходя из необходимой глубины съема металла за один рабочий ход. Чем меньше подача, тем чище получается поверхность. Усилие прижима ленты регулируется в зависимости от толщины снимаемого слоя металла и от его твердости. Чем больше усилие, тем интенсивнее съем. А вот натяжение ленты в любом случае должно быть оптимальным: это обеспечивает равномерный контакт с поверхностью и предотвращает проскальзывание.
Как добиться идеально гладкой поверхности?
Шлифованием на ленточном станке трудно достичь эффекта, свойственного автоматическому шлифовочному и полировочному оборудованию. И все-таки приблизиться к идеалу можно.Один из приемов - поэтапное шлифование от крупнозернистых лент к мелкозернистым - мы уже описали. Кроме того, профессиональные шлифовщики используют многослойные ленты, в которых зерна разной крупности расположены последовательно по толщине полотна. Это позволяет комбинировать этапы шлифования.
Хороший результат гарантирует и применение для чистовой обработки шлифовальных лент на тканевой и бумажной основе вместо вулканитовой. Они обеспечивают более высокое качество. Нужного эффекта можно добиться и шлифованием в несколько приемов: с постепенным уменьшением подачи и увеличением скорости вращения ленты.
Соблюдение этих правил позволяет достичь при ленточной шлифовке зеркально гладкой, ровной поверхности без царапин и дефектов.
Ленточное шлифование в промышленности
К этому типу обработки обращаются и в небольших частных мастерских, и на крупных предприятиях. Специалисты отмечают его бесспорную полезность:- высокую производительность.Технология позволяет быстро обрабатывать большие партии деталей;
- универсальность. Процесс можно применять для широкого спектра материалов - стали, чугуна, цветных металлов;
- возможность обработки сложных поверхностей. Гибкость ленты позволяет шлифовать детали любой формы.
| Абразивный материал | Стоимость, руб./кв.м | |||
|---|---|---|---|---|
| Оксид алюминия | от 150 | |||
| Карбид кремния | от 200 | |||
| Корунд | от 250 | |||
| Диамант | от 300 | |||



ПРЕДПРИЯТИЯ
ЗАКАЗЫ
ЗАКАЗЫ
ПРЕДПРИЯТИЯ


 +7 (495) 789-95-19
+7 (495) 789-95-19

