Накатка (накатывание) рифления
Описание
Накатка (накатывание) рифления:
нескользящий эффект на любых поверхностях

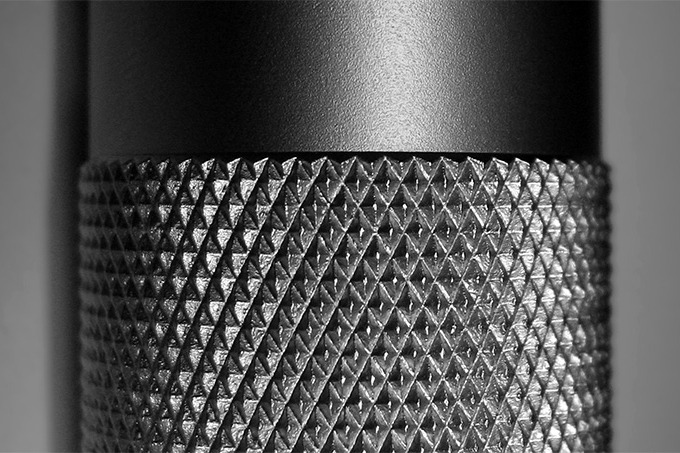
Накатывание рифлений - процесс создания рифленых (текстурированных) рисунков на металлических изделиях. Обычно его используют для образования нескользящих поверхностей на изделиях, где требуется надежный захват. ,
Нанесенные рифли выглядят как мелкие, равномерно расположенные выступы и впадины. Они обеспечивают улучшенное сцепление и предотвращают скольжение.
Особенности и назначение процесса
Технология накатки рифления сводится к механической обработке поверхности металла с помощью специальных инструментов и оборудования.
Операция чем-то похожа на нанесение резьбы, но вместо спиральных канавок на детали формируются параллельные или пересекающиеся линии.
Выполняют накатывание как на плоских поверхностях, так и на телах вращения, но для этого выбирают разное техническое оснащение.
Рифленые поверхности используют широко, и не только в металлообработке, но и далеко за ее пределами.
К основным направлениям, где они востребованы, относятся:
- производство ручных инструментов. Рифли часто встречаются на ручках отверток, молотков, плоскогубцев и другого инструмента, который надо надежно удерживать в руках. Это позволяет пользователю работать более безопасно и эффективно, особенно в условиях повышенной влажности или загрязнения;
- изготовление спортивного оборудования (гантелей, штанг, рукояток тренажеров), задействованного в интенсивных силовых тренировках;
- автомобильная и авиационная промышленность. В этих отраслях рифленые поверхности необходимы для создания нескользящих педалей, рычагов и других элементов управления. Все эти приспособления после накатки прямых рифлений обеспечивают безопасность и удобство эксплуатации транспортных средств;
- выпуск медицинских инструментов - хирургических щипцов и скальпелей. Для них критически важен надежный захват, так как он гарантирует точность манипуляций;
- сборка электронных устройств. Некоторые производители мобильных телефонов и прочих девайсов используют рифления на кнопках и корпусах, чтобы предотвратить выскальзывание или случайное нажатие;
- строительство. Рифли на металлических листах и профилях, установленных на лестницах, платформах и других конструкциях, предотвращают травматизм.
Как выполняют накатывание рифления?

Так как по требованиям гост накатка рифления должна строго соответствовать нормам точности и безопасности, производители подходят к процессу нанесения рифлей очень внимательно.
Перед началом основной операции поверхность заготовки очищают от загрязнений и окалины, проверяют на наличие дефектов. После выбора оборудования настраивают параметры обработки: скорость вращения, подачу и глубину резания. Эти настройки зависят от материала заготовки и от требуемой глубины рифления.
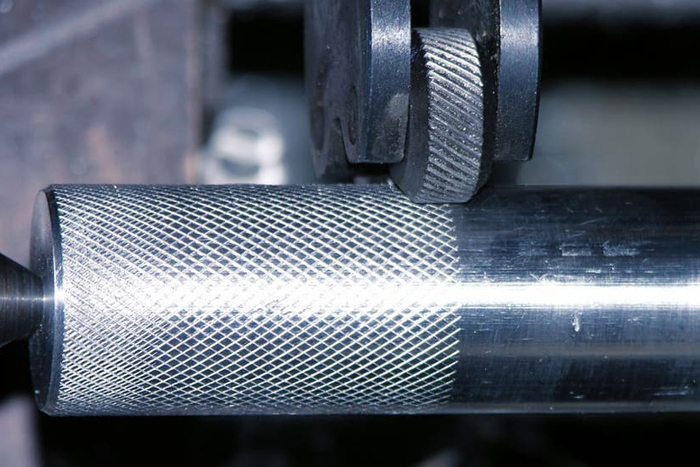
На практическом этапе инструмент перемещается по заготовке, создавая параллельные или пересекающиеся линии. Для цилиндрических используют ролик, который вращается вместе с обрабатываемой деталью, формируя рифленую текстуру.
После накатывания рифления специалисты контролируют качество работы: проверяют равномерность и глубину рифления, убеждаются в отсутствии дефектов и повреждений поверхности.
В некоторых случаях детали может потребоваться дополнительная финишная обработка: например, полировка или нанесение защитного покрытия. Эти заключительные аккорды помогают улучшить внешний вид рифленой поверхности и продлить срок ее эксплуатации.
Оборудование для накатки рифления
Для накатки рифлений на плоские поверхности используют следующие типы станков:
- поперечно-строгальные. Обрабатывают плоские поверхности путем перемещения режущего инструмента поперек заготовки. Позволяют создавать параллельные рифли с высокой точностью. Оснащены регулируемыми держателями инструмента, что позволяет изменять глубину и шаг рифления в зависимости от требований;
- горизонтально-фрезерные. Используются для создания рифлений на плоских поверхностях с помощью вращающегося фрезерного инструмента. Обеспечивают высокую скорость обработки и возможность создания сложных рифленых узоров. Оснащаются разными типами фрез, что позволяет варьировать форму и размер рифлей;
- специальные рифельные. Их применяют в серийном производстве, где требуется обработка большого количества заготовок. Могут быть оснащены автоматическими системами подачи и управления.
Для небольших объемов работ по накатке прямых рифлений или при необходимости выполнения рифления на месте могут использоваться ручные инструменты. К ним относятся специальные рифельные напильники, шаблоны и другие приспособления, которыми можно создавать рифленые поверхности вручную.
Для обработки цилиндрических деталей используется токарное оборудование с ручным или числовым программным управлением. Ручные устройства позволяют менять параметры процесса, например, давление и глубину рифления. Цифровые создают сложные и точные рифленые узоры. Они особенно эффективны при серийном производстве, где требуются повторяемость и производительность.
Инструменты токарных станков для гост накатки рифления - рифельные ролики. Они свободно вращаются вокруг своей оси и прижимаются к заготовке, создавая нужную текстуру. Гарантируют равномерное распределение давления и помогают избежать деформации заготовки.
Преимущества и недостатки накатывания рифлений

Преимущество пользования рифлеными изделиями очевидно: это улучшенное сцепление без риска скольжения. Предприятиям, выполняющим эту операцию, она тоже выгодна. Накатывание рифлений обычно занимает меньше времени по сравнению с другими методами обработки, такими как фрезерование или шлифование. Пластическая деформация происходит практически без удаления материала, что снижает количество отходов и делает процесс более экономичным и экологически чистым.
Оборудование для работы относительно просто в настройке и эксплуатации, это позволяет быстро адаптироваться к требованиям и типам заготовок. Технологию применяют для обработки разных материалов, включая сталь, алюминий, медь и другие металлы. Но у нее есть и недостатки:
- ограниченные возможности. Накатывание рифлений подходит для создания простых линий. Создание сложных узоров и форм может быть затруднено или потребует дополнительных операций;
- глубина, ограниченная возможностями оборудования и свойствами материала. В некоторых случаях для достижения требуемой глубины и текстуры опять же могут потребоваться вспомогательные операции;
- зависимость от качества исходной заготовки. Наличие дефектов или неровностей на ней может негативно сказаться на результате обработки.
Участники нашего проекта прекрасно знают все нюансы накатки рифления и готовы предложить вам эту услугу профессионально и по очень доступным ценам. Ждем ваших заказов!
Стоимость
| Вид рифления | Стоимость, руб. | |||
|---|---|---|---|---|
| Накатка прямоугольного рифления | от 500 | |||
| Накатка ромбического рифления | от 400 | |||
| Накатка кругового рифления | от 600 | |||
|
Накатка конусного рифления (сложная геометрия) |
от 800 | |||
Примеры работ