





Пробивка отверстий

Дополнительная информация по услуге: Пробивка отверстий
- Описание
- Стоимость
- Примеры работ (фото, видео)
- Исполнители
- Оборудование
- ГОСТы
Разместить заказ
Выбрать исполнителя
Пробивка отверстий в металле: просто, быстро
и доступно
Получить отверстие в металлической заготовке можно несколькими способами: например, просверлить или вырезать его. Не последнее место в методах подобной обработки занимает технология, при которой из металла выдавливаются участки заданного размера и формы. Ее называют пробивкой отверстий. Из истории пробивки отверстий
Технология машинной пробивки листа - на удивление молодая технология. Она начала развиваться с 1885 г., когда бельгиец Ф. Шапар открыл специализированное предприятие - фабрику пробивных жестей и полотен. Начиная с того времени методика лишь незначительно усовершенствовалась в течение более чем ста лет. Расширялся только список материалов, для которых была доступна пробивка.Пробивка отверстия и перфорация - в чем разница?
Иногда к нам на на сайт приходят заказчики с просьбой не пробить, а перфорировать металл. Большой ошибки в терминологии они в этом случае не делают, ведь пробивка считается одним из способом перфорации. И если перфорация допускает сверление, обработку фрезой, плазменным и лазерным лучами, то пробивка отверстий в металле выполняется на достаточно стандартном оборудовании - ручном или автоматическом.Пробивка отверстий в металле: особенности технологии
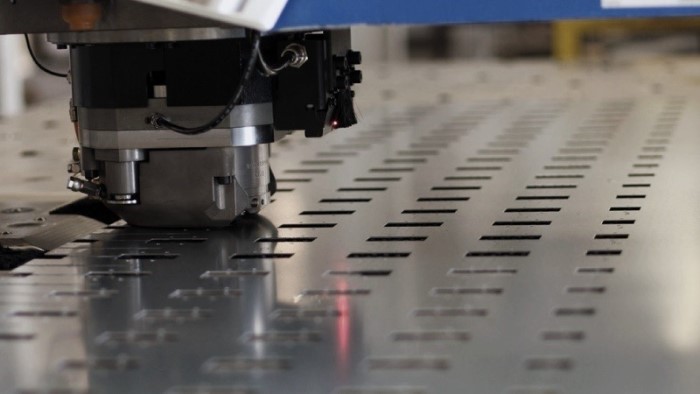
Наиболее подходящими для пробивки считаются листы металла толщиной не менее 0,5 и не более 4 мм. В отличие от перфорации пробивка труб не представляется возможной, и это связано с особенностями оборудования.Как и при гибке, с заготовкой соприкасаются два элемента - матрица и пуансон. Последний играет роль пробойника, а матрица - подложки под лист, в которой имеются отверстия. Так как пробивка отверстий в листе относится к серийным производствам, главным требованием к пуансону и матрице считается износостойкость.
Инструменты для пробивки отверстий в металле
Простейшими технологиями пробивки считаются ручные: сверление дрелью или пробивка при помощи ударного инструмента. Если просверлить отверстие можно на фрезерном, токарном или сверлильном оборудовании, “ударную” пробивку осуществляют на ручных прессах.Более качественным и надежным оборудованием для пробивки отверстий считаются прессы. Самый простой из них - пресс-ножницы. Несмотря на ограниченность функционала, на таком инструменте можно разделить лист на полосы и выполнить простейшую перфорацию - в виде отверстий треугольной или квадратной формы. Пробивка более сложных требует установки дополнительного инструмента.
И, наконец, самым мощным и точным оборудованием для выполнения этой операции считаются прессы. В зависимости от строения и назначения они могут быть револьверными или координатными. Координатные позволяют не только пробить любое количество отверстий, но и сделать массово.
Пробивка металла
Если углубиться в теорию, пробивка отверстий в металле относится к операциям холодной штамповки. Вместе с ней в эту же группу входят резка, отбортовка, вырубка, обжим, формовка, вытяжка, гибка. Наиболее родственной пробивке технологией можно считать вырубку, хотя они преследуют разные цели. То, что после пробивки считается отходом и отправляется на переплавку, при вырубке представляет собой готовую деталь.Расчет необходимого усилия пробивки
Качество пробивных работ напрямую зависит от усилий, которые прилагает станок. И если механическое оборудование приходится настраивать вручную, для машины с чпу этот показатель можно внести в программу. Величина усилия рассчитывается перемножением четырех значений:- периметра пуансона;
- толщины листа;
- коэффициента, соответствующего виду материала;
- усилия самого материала.
Если сравнивать металлы по мягкости-жесткости, самым податливым является мягкий алюминий (коэффициенты 0,30-0,50). Самый высокий коэффициент вида материала у нержавеющей стали - 1,50.
Цены на координатную пробивку отверстий в металле
Формулы подсчета цены пробивки отверстий в листе не существует. Каждое предприятие устанавливает ее самостоятельно исходя из затрат. К ним относятся:- время на обработку одного листа и на подготовительные операции, предшествующие обработке;
- количество и форма отверстий;
- наличие готовой программы обработки или необходимость ее писать;
- объем заказа (чем выше серийность, тем ниже цена за одно отверстие);
- срочность заказа;
- амортизация инструмента.
Пробивка отверстий в листах и профиле
При помощи технологии пробивки отверстий можно обработать не только листы, но и профильные заготовки. Но так как это очень сложная операция, выполнить ее можно на координатных станках. Уголки, балки, швеллер и другой прокат с образованными отверстиями используются для производства мебели, сборки легких металлоконструкций, а также в строительстве - для облицовки зданий и внутренней отделки.Смещение отверстий и другие дефекты пробивки
Вероятность брака пробивки отверстий в металле на станках с чпу полностью исключена, однако даже в работу самого совершенного оборудования может “проникать” человеческий фактор. Если программа была написана с ошибками или оборудование было настроено неправильно, возникает один из самых частых дефектов - смещение отверстий. Симметричность их расположения может быть нарушена относительно друг друга или листовой кромки. Увы, этот брак исправить невозможно.Неопытные работники часто сталкиваются и с такой ошибкой, как образование заусенцев. Это прямое следствие того, что матрица и пуансон не сочетаются по размерам. Второй фактором появления заусенцев - плохая заточка инструмента. Не допускается к работе и неисправный пуансон, так как нарушения на его поверхности могут привести к образованию борозд.
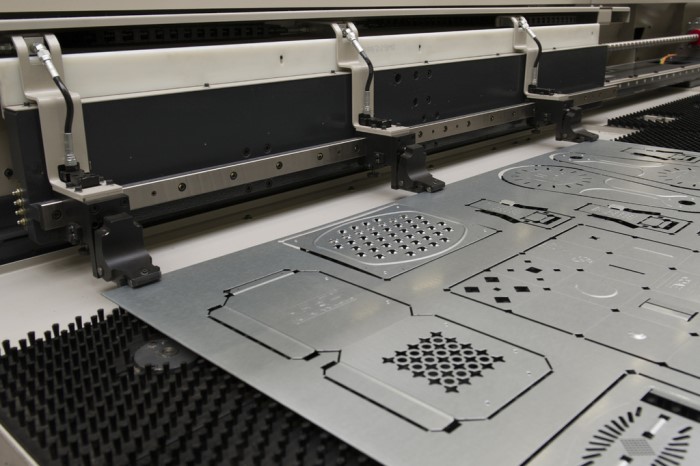
Качественная и точная пробивка отверстий в металле без ограничений
Наши предприятия по металлообработке выполняют пробивку отверстий в листе на станках новейшего поколения, оснащенных чпу. Их преимущества:- обработка десятков позиций одновременно;
- качество, близкое к плазменной и лазерной резке;
- точность работы;
- полное отсутствие механических повреждений заготовки;
- высокая скорость.
| Толщина заготовки, мм | Сталь | Алюминий | Медь | Латунь |
|---|---|---|---|---|
| 0,35 | 5.10 | - | - | - |
| 0,5 | 5.10 | 5.10 | 5.10 | 5.10 |
| 1-2 | 4.80 | 4.80 | 4.80 | 4.80 |
| 2,5 | 5.15 | 5.15 | 5.15 | 5.15 |
| 3 | 5.50 | 5.50 | 5.50 | 5.50 |


Автор данного ролика представлен в нашем каталоге:
КАМИ
ПРЕДПРИЯТИЯ
ЗАКАЗЫ
ЗАКАЗЫ
ПРЕДПРИЯТИЯ


 +7 (495) 789-95-19
+7 (495) 789-95-19

