




Все услуги
› Обработка металла давлением › Прокатка металла › Прокатка на пилигримовых станах

показать все ▼
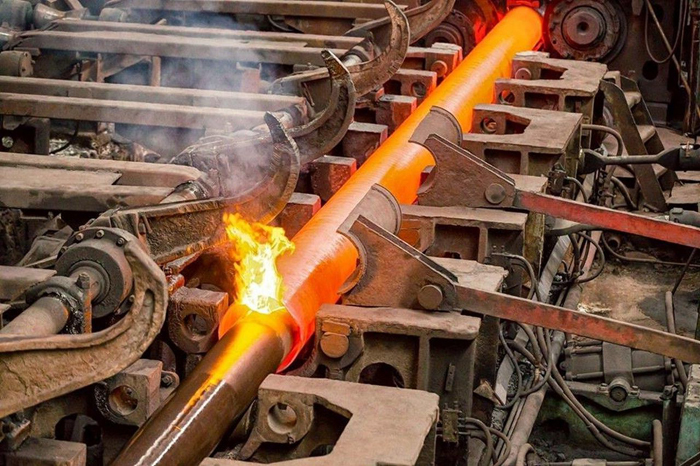
Прокатка на пилигримовых станах

Дополнительная информация по услуге: Прокатка на пилигримовых станах
- Описание
- Стоимость
- Примеры работ (фото, видео)
- Исполнители
- Оборудование
- ГОСТы
Разместить заказ
Выбрать исполнителя
Прокатка на пилигримовых станах:
бесшовные трубы - качественно и быстро
Прокатка на пилигримовых станах - способ производства труб на стане периодической прокатки, имеющем специфическую конструкцию. Его главная особенность - наличие двух вращающихся навстречу друг другу валков с периодически изменяющимся калибром (профилем). Они вращаются независимо и с разной скоростью. Заготовка подается поступательно и прокатывается за один проход. Устройство стана позволяет регулировать диаметр и толщину стенок труб и выпускать изделия в широком диапазоне размеров. Гибкость и высокую эффективность этой машины оценили и производители, и заказчики проката.
Как появились пилигримовые станы?
История пилигримовых станов началась в 1885 году, когда немецкие инженеры и предприниматели братья Маннесман запатентовали способ бесшовной прокатки труб. До этого трубы изготавливали сваркой листов в трубу или ковкой с последующей сваркой шва, что было трудоемко и очень неудобно.Рейнхард и Макс предложили революционный на то время способ прокатки за один проход между наклонными валками особой формы. Это позволило значительно увеличить производительность и снизить себестоимость трубной продукции. Первые опыты проводили на валках с винтовым рифлением, но вскоре братья перешли на использование гладких валков с переменным профилем калибра, которые получили название “пилигримовых”.
Пилигримовые станы запатентованной Маннесманами конструкции позволили наладить массовое производство высококачественных бесшовных труб. Их пилигримовая прокатка по сей день лежит в основе современных технологий производства труб. А компания, основанная братьями, продолжает оставаться одним из мировых лидеров в этой области.
Преимущества пилигримовой прокатки
Эту технологию ценят прежде всего за возможность быстро и без титанических усилий наладить серийное производство труб необходимого размера, с нужными размерными параметрами. Кроме того, к ее преимуществам относятся:- отсутствие необходимости в дополнительной обработке - трубы получаются гладкими, без швов;
- низкая себестоимость производства по сравнению с другими методами;
- высокое качество поверхности и точность геометрических размеров труб;
- возможность прокатки труб из разных материалов;
- компактность оборудования по сравнению с трубосварочными агрегатами;
- экологичность процесса, отсутствие вредных выбросов.
Требования к гильзам для прокатки
Основой для прокатки на пилигримовых станах становятся гильзы: трубы большего, чем нужно, диаметра с толстыми стенками, которые в процессе прокатки вытягиваются и уменьшаются в размерах до нужного диаметра и толщины. Изготавливают гильзы литьем, ковкой или сваркой чаще всего из стали, в том числе из нержавеющей. При определении размеров исходной гильзы необходимо учесть и просчитать коэффициент вытяжки. Длина гильзы тоже должна соответствовать длине готовых труб.Поверхность заготовки должна быть чистой, без загрязнений, окалины, ржавчины. Не допускаются трещины, расслоения, пористость, раковины и другие дефекты материала. Концы гильзы должны быть обрезаны под прямым углом. Овальность поперечного сечения не должна превышать 2%. Допустимое отклонение размеров по длине - в пределах плюс-минус 2 мм. Гильзы также должны иметь прямолинейность в пределах 0,2% от длины. Важно соответствие механических свойств материала требованиям техпроцесса.
Классификация пилигримовых станов
Особенности прокатки на пилигримовых станах определяются многими факторами, в том числе типом конкретного устройства. Современные производства выпускают станы:- с горизонтально расположенными валками, в которых подача заготовки осуществляется горизонтально. Это самые известные и широко распространенные машины;
- с вертикальным расположением валков. Заготовка в этом случае подается сверху вниз. Такие станки более компактны;
- для прокатки профильных труб. Имеют специальный профиль валков для получения труб некруглого сечения;
- с пилигримовыми валками и оправкой. Используют внутреннюю оправку для прокатки труб малого диаметра.
Особенности обработки на пилигримовых станах
Рабочая клеть пилигримовых станов состоит из двух вращающихся валков, расположенных наклонно друг к другу. Валки опираются на подшипники и приводятся в движение электродвигателями с возможностью плавного регулирования скорости вращения. Профиль валков имеет переменное сечение по длине - от максимального диаметра в середине до минимального по краям.Валки вращаются навстречу друг другу с разной скоростью. Между ними располагаются направляющие ролики, обеспечивающие правильную подачу заготовки. Конструкцией предусмотрена система охлаждения валков водой. В механизме также работает приспособление регулировки зазора между валками для настройки на нужный диаметр труб.
Однако изменение валкового зазора - не единственный способ регулировки параметров труб. Чтобы получать изделия с разным диаметром и толщиной стенок, при пилигримовой прокатке используют и другие приемы:
- устанавливают валки с разным профилем калибра. Они могут иметь несколько сменных калибров под разные диаметры труб;
- меняют скорости вращения валков. При увеличении скорости валка, в который входит заготовка, уменьшается диаметр прокатанной трубы;
- регулируют величину обжатия заготовки при прокатке путем изменения скорости ее подачи. Чем выше обжатие, тем меньше диаметр;
- применяют внутренние оправки нужного диаметра, особенно при прокатке труб малого сечения.
Применение пилигримовой прокатки
Прокатка металла на пилигримовых станах обслуживает ведущие секторы экономики. Для нефтегазовой промышленности при помощи нее выпускают трубы для нефте- и газопроводов. В энергетике ценятся изготовленные таким способом трубы теплообменников и сетей на электростанциях. В строительстве - трубы для монтажа бытовых и промышленных коммуникаций. И это только верхушка айсберга: самые востребованные направления производства.Вашему предприятию требуется большое количество бесшовных труб, изготовленных профессионально и в кратчайшие сроки? Участники нашего проекта, производства которых оснащены самым современным пилигримовым оборудованием, готовы к сотрудничеству. Публикуйте на сайте проект, обсуждайте условия с потенциальными подрядчиками и выбирайте исполнителя. Прокатка на пилигримовых станах - технология, которая будет работать на вас!
| Диаметр трубы, мм | Стоимость, руб./м | |||
|---|---|---|---|---|
| До 300 | от 120 | |||
| До 400 | от 150 | |||
| До 500 | от 190 | |||
| До 600 | от 230 | |||
| До 700 | от 270 | |||
| До 800 | от 310 | |||
| До 900 | от 350 | |||
| До 1000 | от 390 | |||



Автор данного ролика представлен в нашем каталоге:
Gr Kaleostro
ПРЕДПРИЯТИЯ
ЗАКАЗЫ
ЗАКАЗЫ
ПРЕДПРИЯТИЯ


 +7 (495) 789-95-19
+7 (495) 789-95-19

