





Прокатка труб

Дополнительная информация по услуге: Прокатка труб
- Описание
- Стоимость
- Примеры работ (фото, видео)
- Исполнители
- Оборудование
- ГОСТы
Разместить заказ
Выбрать исполнителя
Прокатка труб: как металл превращается
в идеальный цилиндр
Первые металлические трубы изготавливали исключительно кузнечным способом: из листового железа, которое “сворачивали” и сваривали по шву. Пилотные попытки изготовить трубный прокат, то есть выполнить прокатку труб, относились еще к 18 веку. Но только в 1820 году в Великобритании был запатентован первый способ непрерывной прокатки. Это позволило значительно увеличить такой важнейший для промышленности показатель, как производительность, и снизить стоимость изделий.В 1860-х годах в Германии появились трубопрокатные станы, позволившие изготавливать трубы бесшовным способом. Они получили название “маннесмановских” - по фамилии братьев-изобретателей Рейнхарда и Макса Маннесманов. А в 1877 году в США был сконструирован первый трехвалковый непрерывный стан для производства бесшовных труб.
Таким образом, основа производства труб прокаткой была заложена в 19 веке, а в 20-м технология успешно развивалась. Новейшие разработки в этой области связаны с автоматизацией процесса и с внедрением цифровых технологий, которые позволили значительно увеличить скорость и качество работы.
Преимущества процесса прокатки труб
Прокатка не случайно считается самым удобным и недорогим способом изготовления труб. К ее важнейшим преимуществам относятся:- высокая производительность. Современный стан прокатки труб позволяет выпускать до 100 тысяч тонн изделий в год;
- непрерывность процесса. Заготовка поступает с одного конца стана, а с другого сходит готовая труба, которой практически не нужна доработка;
- возможность получения труб с высокой точностью размеров по диаметру, толщине стенок и прямолинейности;
- широкий ассортимент производимых труб - от тонкостенных до толстостенных;
- хорошее качество поверхности за счет пластической деформации металла;
- экономичность по сравнению с другими методами производства труб.
Виды прокатки труб
Исходя из особенностей оборудования и самого процесса можно выделить несколько видов прокатки бесшовных труб. Пилигримовая производится на трехвалковых пилигримовых станах и позволяет получать трубы диаметром до 426 мм. При роликовой применяют специальные калибрующие ролики. Они формируют изделия высокой точности, но небольшого диаметра.В процессе винтовой прокатки заготовка проходит между винтовыми рабочими валками. Это специфическая технология для производства тонкостенных прецизионных труб. Назначение косовалковой прокатки - формовка труб за счет калибровки косыми валками, которая позволяет производить трубы самого разнообразного сортамента.
Горячий и холодный способы прокатки
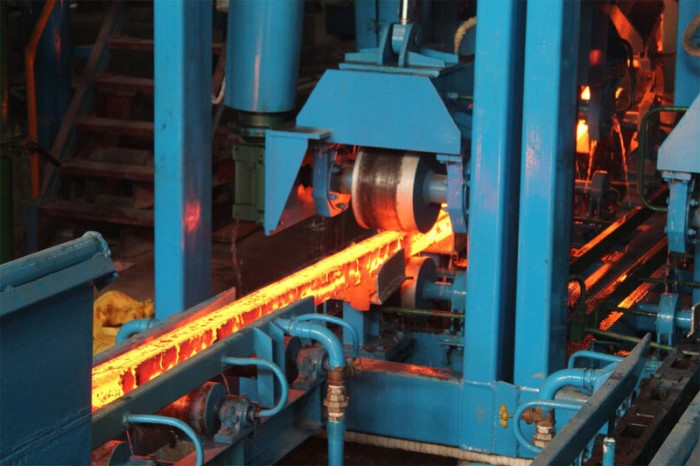
По наличию-отсутствию термической обработки выделяют горячую прокатку труб и холодную прокатку труб. Горячая проводится при высокой температуре металла (около 1150-1250°C). Такой порог требуется для того, чтобы обеспечить его пластичность. В процессе используются специальные печи непрерывного действия, обеспечивающие равномерный прогрев заготовки.Основой для прокатки бесшовных труб становится полая цилиндрическая заготовка с очень толстыми стенками. После термообработки в печи она поступает на прокатный стан, состоящий из оправки и калибрующего инструмента - клетей. При прокатке последовательно проходит через клети, диаметр которых постепенно уменьшается. За счет этого стенки заготовки вытягиваются и становятся всё тоньше.
После выхода из последней клети получается труба с заданными размерами.
Для придания металлу нужных свойств его могут подвергать еще одной термообработке - финишной: закалке и отпуску. После охлаждения и контроля качества трубу режут на мерные длины.
При этом способе прокатки труб применяется особо прочное оборудование, стойкое к высоким температурам и большим усилиям деформации. Валки “горячего” стана изготавливают из жаропрочных и износостойких сталей и чугунов. Для смазки и охлаждения используют специальные эмульсии на водной основе. Для обеспечения производительности прокатку проводят на высоких скоростях - до 7-10 м/с.
Главные преимущества горячекатаных труб - плотная мелкозернистая структура и высокие механические свойства.
Особенность “холодной” технологии в том, что процесс осуществляется при комнатной температуре без предварительного нагрева. Основой будущей трубы становится заготовка трубной формы: горячекатаная, прессованная или сварная. Перед обработкой на стане прокатки труб ее подвергают травлению, чтобы удалить окалину и загрязнения.
В процессе прокатки заготовка проходит обжатие на специальных волоках и калибрах меньшего диаметра. Количество таких проходов может достигать 12-18: все зависит от того, каким должен быть финишный диаметр. Скорость холодной прокатки труб значительно ниже, чем должна быть при горячей прокатке труб. Готовые, сошедшие со стана изделия обязательно подвергают отжигу: для снятия внутренних напряжений.
Холоднокатаные трубы отличаются повышенной точностью и лучшим качеством поверхности. Толщина их стенок может достигать 12-15 мм.
Прокатка с печной сваркой
Кроме прокатки бесшовных труб существуют и другие, не менее эффективные технологии получения качественных изделий. Одна из них - прокатка труб с печной сваркой. Суть процесса заключается в том, что листовой металл нужной марки стали сгибают в трубу на листовом прокатном стане, а кромки сваривают в печи под давлением, образуя прочный непрерывный стыковой шов.Таким образом можно изготавливать трубы с толщиной стенки 2-5 мм и диаметром от 10 до 114 мм. Технология обеспечивает достаточно высокое качество продукции.
Где используют трубный прокат?
Производство труб прокаткой обслуживает не один сегмент экономики, а сразу несколько ведущих отраслей. Для нефтегазовой отрасли она поставляет трубы нефте- и газопроводов, бурильные элементы. Для энергетики - комплектующие теплообменного оборудования, паровых котлов, трубопроводов. Для строительства - водопроводные и канализационные трубы, опоры зданий и сооружений. Для машиностроения - трубы для гидравлических и пневматических систем.Даже в мебельной промышленности, на первый взгляд, очень далекой от прокатки, используются трубчатые детали: например, в сборке корпусных предметов. А в для изготовления бытовой техники необходимы металлические трубки холодильников, кондиционеров и других приборов.
Требования к трубному прокату
Критерии качества прокатки труб определяются областью их применения и условиями эксплуатации. Среди основных параметров отметим:- точность геометрических размеров (диаметра, толщины стенки). Они должны соответствовать заданным допускам, которые для прецизионных труб могут быть жесткими;
- прямолинейность трубы. Отклонение от прямой линии регламентируется предельными значениями;
- шероховатость внутренней и наружной поверхностей;
- механические свойства металла (предел прочности, текучести и др.). Должны соответствовать нормам для данной марки стали;
- структура металла. Для ряда труб требуется только мелкозернистая;
- герметичность труб, отсутствие сквозных дефектов;
- стойкость к коррозии, износу, циклическим нагрузкам;
- наличие сертификатов, подтверждающих качество труб.
| Услуга | Стоимость, тыс. руб./т | |||
|---|---|---|---|---|
| Прокатка труб на литейно-прокатном стане | от 15 | |||
| Прокатка труб на обжимном стане | от 12 | |||
| Прокатка труб на реверсивном одноклетевом стане | от 10 | |||
| Прокатка труб на тандемном стане | от 8 | |||
| Прокатка труб на пилигримовом стане | от 7 | |||
| Прокатка труб на непрерывном раскатном стане | от 6 | |||
|
Прокатка труб на холодном стане |
от 5 | |||



Автор данного ролика представлен в нашем каталоге:
Gr Kaleostro
ПРЕДПРИЯТИЯ
ЗАКАЗЫ
ЗАКАЗЫ
ПРЕДПРИЯТИЯ


 +7 (495) 789-95-19
+7 (495) 789-95-19

