





Проволочные станы

Дополнительная информация по оборудованию: Проволочные станы
- Описание
- Стоимость
- Примеры работ (фото, видео)
- Изготовители
- Применение
- ГОСТы
Разместить заказ
Выбрать исполнителя
Проволочные станы: как выпускают
тончайшие нити из металла?
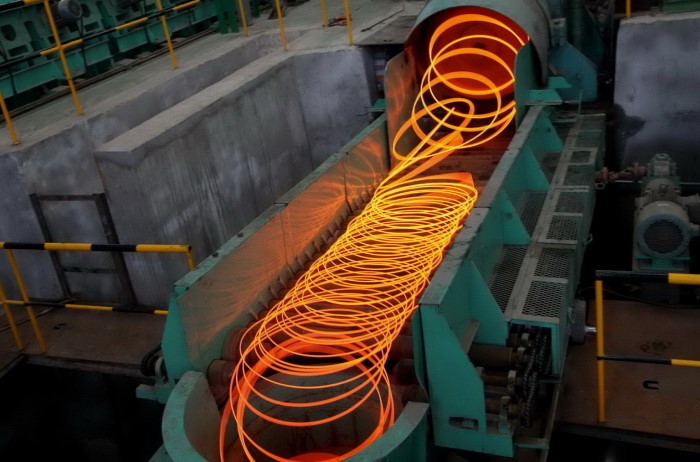
Проволочный стан вопреки известной пословице доказывают, что “веревочка”, а точнее, металлическая проволока, может виться практически бесконечно. Эта машина выпускает проволоку различных видов и форм сечений путем прокатки и предлагает эффективную альтернативу технологии волочения и волочильному оборудованию.Возможности проволочных станов
Устройство работает со всеми видами металлов и сплавов, из которых можно выпустить проволоку: сталью, алюминием, медью, латунью и другими. Диапазон ее диаметров поистине впечатляет: это может быть сечение и в сотые доли миллиметра, и в 1,2 см. Производительность стана для прокатки проволоки может достигать 240 тыс. тонн в год.Современные агрегаты кроме выпуска проката с гладкой поверхностью предлагают проволоку с нанесенной текстурой (например, для декоративных целей) и оцинкованную (с усиленной защитой от коррозии). Возможно ее производство в виде многожильного каната или троса путем скручивания отдельных проволочек. Благодаря автоматизации процесса за счет систем числового программного управления станы выдают продукцию высочайшего качества, полностью соответствующую ГОСТам.
Устройство проволочного стана
Производство проволочных станов - сложный процесс, который включает изготовление комплектующих, их объединение в узлы и сборку узлов в единую систему. В результате получается конструкция, состоящая из следующих элементов:- разматывающее устройство. Оно разматывает проволочную заготовку (бунт, катушку) и подает ее в стан;
- правильная машина - выпрямляет и правит заготовку перед прокаткой;
- калибровочный стан. Состоит из нескольких клетей, в каждой из которых установлены рабочие валки. Заготовка последовательно проходит через все клети с постепенным уменьшением зазора между валками;
- приемное устройство - принимает готовую проволоку, наматывает ее на катушки или формирует бухты;
- система охлаждения - подает охлаждающую жидкость или эмульсию в зону деформации для отвода тепла.
Изготовление проволоки:
горячо или холодно?
Выпускать проволоку на стане можно горячим или холодным способом: выбор технологии зависит от состава и диаметра материала - исходного и финишного. Для прокатки относительно толстой проволоки (диаметром более 2-3 мм) из труднодеформируемых материалов (нержавеющая сталь, жаропрочные и высоколегированные сплавы) заготовки предварительно нагревают в печи до температуры +700-1200 градусов. Это обеспечивает снижение усилий деформации и предотвращение образования трещин.
При прокатке мягких материалов - таких как медь, алюминий, латунь, малоуглеродистая сталь - нагрев не требуется: ее ведут в холодном состоянии. Для получения на проволочном стане тонкой проволоки, диаметром менее 1 мм, предварительный нагрев тоже не нужен. Деформацию осуществляют за счет больших обжатий.
Таким образом, предварительный нагрев применяется выборочно, в основном для толстой проволоки из тугоплавких материалов, чтобы снизить усилия деформации и риск брака.
Какую проволоку выпускают на станах?
Стан для прокатки проволоки позволяет выпускать различные виды этого изделия:- по материалу - стальную, алюминиевую, медную, латунную;
- по форме поперечного сечения - круглую, квадратную, прямоугольную, треугольную, полую;
- по внешнему виду - гладкую, оцинкованную, с текстурой, шероховатую;
- по назначению - эмалированную, для армирования бетона, обмоточную и пр.;
- по способу изготовления - сплошную, многопроволочную, скрученную.
Как можно убедиться, ассортимент продукции проволочных станов весьма широк: от толстой канатной проволоки до тончайшей - для микроэлектроники. Причем производство проволочных станов предусматривает, что эти машины могут легко “перестроиться” на нужный типоразмер.
Особенности эксплуатации
проволочных станов
При эксплуатации и наладке проволочных станов необходимо соблюдать определенные правила. Валки должны быть тщательно откалиброваны для обеспечения соосности и равномерности зазора. Для каждой новой задачи по выпуску проволоки необходимо выбирать оптимальные настройки прокатки (скорость, натяжение, температурный режим).Даже самые надежные валки со временем приходят в негодность. Чтобы вовремя заметить этот процесс и не снизить качество выпускаемой продукции, нужно отслеживать степень их износа и по необходимости заменять. Для “горячей” технологии обязательны поддержание чистоты металла и защита от окалины в процессе прокатки.
Оцените преимущества наших проволочных станов!
Если заказать проволочный стан и соблюдать при работе с ним все “правила хорошего тона”, оборудование прослужит долго и раскроет максимум своих возможностей. А значит, порадует вас:- отменной производительностью,
- возможностью выполнять заказы любой сложности,
- отличным качеством продукции,
- простотой работы благодаря автоматизации процессов,
- высокой скоростью производства,
- надежностью,
- экономичностью.
| Тип оборудования | Стоимость, млн руб. | |||
|---|---|---|---|---|
| Станы для прокатки катанки | от 100 | |||
| Станы для прокатки прутка | от 150 | |||
|
Волочильные станки для проволоки |
от 10 | |||



Автор данного ролика представлен в нашем каталоге:
ПРЕДПРИЯТИЯ
ЗАКАЗЫ
ЗАКАЗЫ
ПРЕДПРИЯТИЯ


У Вас есть вопрос?
 +7 (495) 789-95-19
+7 (495) 789-95-19

+7 (495) 789-95-19
горячая линия
Или свяжитесь с нами через
службу поддержки
Или воспользуйтесь разделом
вопрос-ответ
?
?
