





Радиусная гибка листа

Дополнительная информация по услуге: Радиусная гибка листа
- Описание
- Стоимость
- Примеры работ (фото, видео)
- Исполнители
- Оборудование
- ГОСТы
Разместить заказ
Выбрать исполнителя
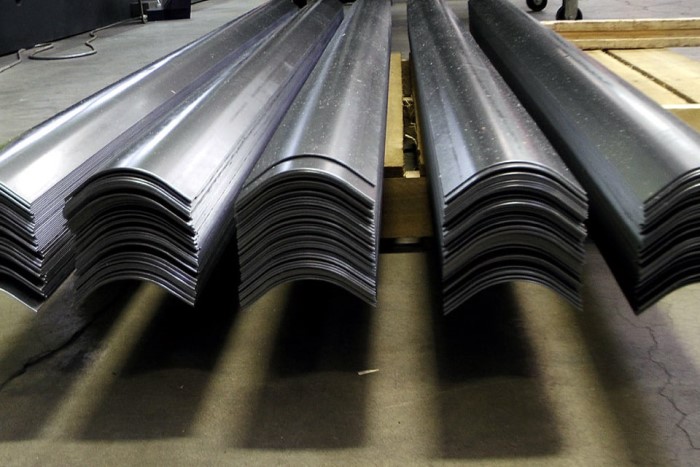
Радиусная гибка листа:
быстрое решение ваших задач
В отличие от линейной листовой гибки, помогающей согнуть заготовку в двух плоскостях, гибка листа по радиусу позволяет преобразовать его в более рельефную деталь - закругленной формы. Эта технология используется для производства и монтажа:- кровельных элементов;
- козырьков, навесов, карнизов;
- фасадных конструкций;
- элементов декора;
- мебельных комплектующих и многого другого.
Преимущества радиусной гибки
перед другими технологиями
Любые работы, направленные на изменение формы заготовки, намного выгоднее, чем сборка или сварка. Швы или стыки, даже выполненные качественно, становятся для изделия “точками уязвимости”: в будущем именно с них может начаться разрушение. Только сгибание, без дополнительных операций, сохраняет структуру металла, не ухудшает его антикоррозийных свойств и эстетичности. Не стоит забывать, что радиусная гибка листового металла еще и очень экономичная операция: она безотходна и не требует привлечения большого количества специалистов. А благодаря использованию оборудования с чпу производствам удается исключить самую частую причину брака - человеческий фактор.
Технологии гибки листового металла:
особенности и классификация
По необходимости в нагреве заготовки радиусную гибку нержавейки и других материалов можно разделить на холодную и горячую. Так как лист - все-таки достаточно пластичный материал, к его предварительному нагреванию обращаются только при больших толщинах - от 12 миллиметров. Причиной для термической обработки может стать и стойкость конкретного металла к деформации. В отличие от радиусной гибки прутка листовые заготовки можно согнуть продольным или поперечным способами. Первый более прост, не предполагает нагрева детали и именно поэтому не подходит для толстолистового проката. Технология поперечной гибки более сложна и многоэтапна. Процесс начинается с дополнительной обработки (гнутья) кромок, затем лист нагревается, и только потом следуют основные гибочные операции.
Производственные этапы гибки листового металла
Гибка листа по радиусу начинается вовсе не в цехе, а в инженерном отделе (если на будущее изделие нет чертежей) или в кабинете технологов (если документация есть, но необходимо провести ее анализ, рассчитать нагрузки и минимально допустимый радиус гиба). При гибке на чпу работа включает еще один этап - написание программы для оборудования.Затем действие переносится в цех, но всё еще не в рабочую зону: специалистам требуется загрузить программу в станок, а при механическом способе обработки - определить оснастку и настроить оборудование. Только после этого процесс переходит в практическую фазу.
Возможна ли самостоятельная гибка
листового металла по радиусу?
Кажущаяся простота заготовки побуждает мастеров к тому, чтобы завести свое оборудование для радиусной гибки листа. Причем многие полагают, что его дешевле изготовить самостоятельно, чем купить. Простейший станок для этой операции можно собрать из:- нескольких прутьев;
- швеллера, петель и уголков, выполняющих функции крепежных деталей;
- деревянных брусков для рамы,
- металлической прижимной пластины для давления на заготовку.
Качественные услуги радиусной гибки листового металла
Наши предприятия убеждены, что радиусная гибка листового металла не терпит халатности. И готовы предложить вам эту услугу на современном оборудовании с чпу. Их преимущества:- реализация проектов любой сложности;
- полное соответствие техдокументации;
- точность каждого гиба;
- минимальные сроки исполнения;
- возможность выполнения сопутствующих операций: резки, пробивки, перфорации. И деформирования более сложных изделий - например, радиусной гибки прутка.
| Толщина листа, мм |
Длина гиба до 1000 мм |
Длина гиба до 2000 мм |
Длина гиба до 3000 мм |
|
|---|---|---|---|---|
| До 2,5 | 5 | 8 | 11 | |
| До 5 | 7 | 11 | 16 | |
| До 12 | 10 | 16 | 22 | |



ПРЕДПРИЯТИЯ
ЗАКАЗЫ
ЗАКАЗЫ
ПРЕДПРИЯТИЯ


 +7 (495) 789-95-19
+7 (495) 789-95-19

