





Ротационная ковка

Дополнительная информация по услуге: Ротационная ковка
- Описание
- Стоимость
- Примеры работ (фото, видео)
- Исполнители
- Оборудование
- ГОСТы
Разместить заказ
Выбрать исполнителя
Ротационная ковка: нужная форма детали
быстро и без усилий
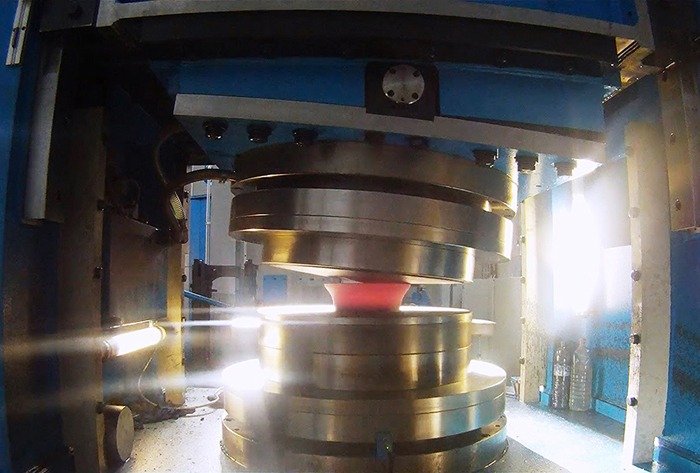
Ротационная ковка - вид обработки металлов давлением, при котором заготовка подвергается воздействию периодически сходящихся пульсирующих бойков. В результате такого воздействия происходит ее обжатие, но не целиком, а на небольшом участке длины. Особенность операции в том, что сам инструмент (ковочные валки, штампы) в ходе процесса остается неподвижным, а вращение совершает заготовка. Такая схема позволяет, во-первых, равномерно деформировать материал заготовки по всей окружности. А во-вторых, получать поковки сложной формы за счет последовательного воздействия на вращающуюся заготовку разными элементами инструмента. При этом достигается высокая производительность процесса по сравнению с традиционной ковкой.
Устройство машины ротационной ковки
Основное оборудование для работы - станок ротационной ковки. Его основные узлы:- приводной механизм. Обеспечивает вращение инструмента либо заготовки с заданной скоростью;
- системы нагрева заготовки. Как правило, используются печи и нагревательные индукторы, которые могут входить в комплект оборудования или продаваться отдельно. Они помогают металлу достичь температуры ковки;
- бойки. Выполняют непосредственное деформирование заготовки при сжатии. Бывают плоскими, V-образными, радиусными;
- механизм подачи. Доставляет заготовку в рабочую зону и перемещает для обработки заданного участка;
- системы управления, в том числе панель контроля со всеми регулировками, датчиками и автоматикой.
Радиусные (R-образные) с закруглением рабочих кромок применяют для ковки изделий, у которых предусмотрены конструктивные элементы типа выступов, буртиков, галтелей, радиусных переходов. Используют в оборудовании и комбинированные (составные) бойки, в которых чередуются выступы и впадины разного профиля, что позволяет получать на поковке элементы разной формы.
Технология процесса в целом одинакова и для ротационной ковки трубы, и для изготовления более сложных элементов. Сначала исходную заготовку подвергают предварительной механической обработке, чтобы она приобрела близкие к финишной детали параметры. Это делается для уменьшения объема выколотки. Потом ее нагревают, чтобы металл достиг состояния пластической деформации.
Разгоряченную заготовку помещают в патроны с последующим выполнением центровки или зажимают в специальных кулачках. При сближении бойков происходит периодическое обжатие вращающейся заготовки на определенном участке. При необходимости для достижения нужной формы поочередно используют разные бойки.
К “доводочным” операциям над готовой деталью после ротационной ковки относятся упрочняющая термообработка (закалка, отпуск, старение) и итоговая чистовая обработка для придания точных размеров (точение, шлифовка).
Достоинства ротационной ковки
Обработка на станке ротационной ковки имеет преимущества по сравнению со многими другими видами обработки металлов давлением. В отличие от радиальной она обеспечивает более равномерную деформацию металла. По сравнению с прессованием и штамповкой формирует изделия большей длины при использовании меньшего усилия. Ее преимущество перед вальцовкой - в способности эффективнее деформировать металл за один рабочий ход.Такую ковку можно применять в условиях штучного и мелкосерийного производства. Для других методов требуется большой объем выпуска, поэтому производители нередко отказываются браться за “штучные” заказы. В целом при помощи этой технологии нетрудно регулировать и контролировать степень деформации на разных участках заготовки.
Ротационная ковка и качество поверхности
Не менее важно, что даже холодная ротационная ковка позволяет получать детали с высоким качеством поверхности. Для нее характерны:- равномерная структура металла в результате всесторонней деформации при вращении;
- отсутствие значительных дефектов в виде трещин, расслоений и вмятин, что может наблюдаться у поковок, изготовленных другими методами;
- типичная шероховатость поверхности после ковки составляет Ra 2,5-6,3 мкм, а после чистовых операций может достигать 0,32-0,63 мкм.
Ротационная ковка - выгодная обработка
Выбирая ротационную ковку, вы как заказчик оцените и экономическую выгоду этого процесса. Хорошая производительность и небольшая трудоемкость позволяет предприятиям предложить очень доступные цены на услугу. Одним из факторов снижения материальных затрат становится и высокий коэффициент использования металла (до 0,8 и выше): при ковке намного меньше отходов по сравнению с литьем или механической обработкой. А деформационное упрочнение, которое приобретают детали, продлевает срок их службы.Любите и умеете экономить? Наши предприятия предложат вам качественную ковку по очень доступным ценам. Обращайтесь!
| Услуга | Стоимость, руб./ед. | |||
|---|---|---|---|---|
| Ковка валов диаметром до 100 мм | от 1500 | |||
| Ковка валов диаметром до 200 мм | от 2500 | |||
| Ковка валов диаметром до 300 мм | от 3500 | |||
| Ковка заготовок массой до 5 кг | от 1000 | |||
|
Ковка заготовок массой до 10 кг |
от 1500 | |||
| Ковка заготовок массой до 20 кг | от 2000 | |||
| Ковка деталей сложной формы | от 3000 | |||



Автор данного ролика представлен в нашем каталоге:
Advanced Structural Technologies, Inc. (AST)
ПРЕДПРИЯТИЯ
ЗАКАЗЫ
ЗАКАЗЫ
ПРЕДПРИЯТИЯ


 +7 (495) 789-95-19
+7 (495) 789-95-19

