





Ультразвуковая сварка

Дополнительная информация по услуге: Ультразвуковая сварка
- Описание
- Стоимость
- Примеры работ (фото, видео)
- Исполнители
- Оборудование
- ГОСТы
Разместить заказ
Выбрать исполнителя
Ультразвуковая сварка:
на одной волне с металлом
Ультразвуковая сварка далека от традиционных технологий, но не менее эффективна, а по многим показателям и превосходит их. В процессе используют высокочастотные ультразвуковые колебания. Они прикладываются к деталям под давлением, вызывая их фрикционное нагревание и местное размягчение. Метод позволяет создавать сварные соединения без использования дополнительного материала или клея, а также без необходимости нагревать контактную зону до высоких температур. Эффект внутреннего трения в этом случае возникает на молекулярном уровне. Технологию активно применяют как для мягких пластиков, так и для металлов.
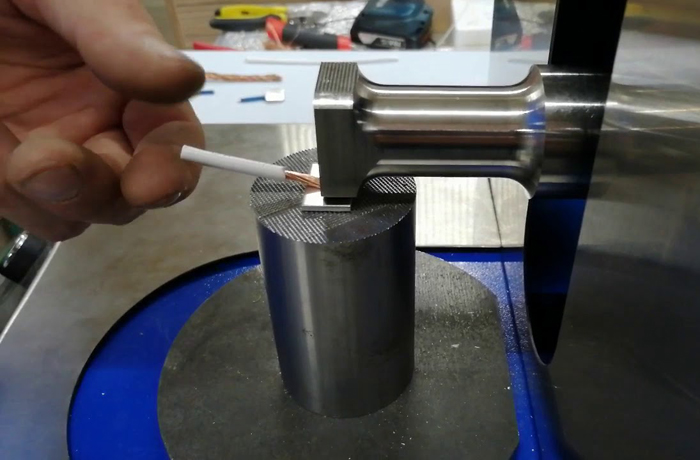
Пошаговый процесс ультразвуковой сварки
Главная движущая сила процесса - преобразование электрической энергии в высокочастотные механические колебания, которые, в свою очередь, передаются в зону сварки между двумя деталями. Заготовки при сварке ультразвуком должны быть плотно прижаты друг к другу.Принимая колебания, детали начинают тереться поверхностями на очень высокой скорости. Это трение приводит к микроскопическому нагреву и местному расплавлению именно в зоне соприкосновения, без затрагивания остальных частей. Под воздействием давления, применяемого сверху, расплавленные зоны смешиваются и создают однородное соединение. Важно, что весь процесс по сравнению с его описанием занимает всего несколько секунд.
Как только воздействие ультразвуковых колебаний и давления прекращается, расплавленные материалы остывают и затвердевают, формируя прочное соединение. На это тоже уходит минимум времени.
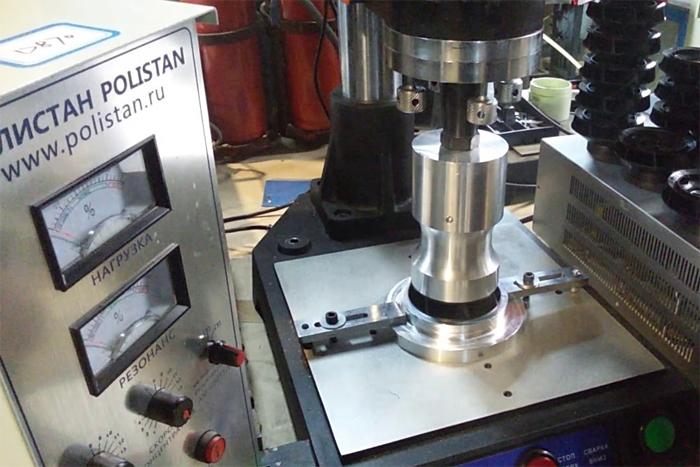
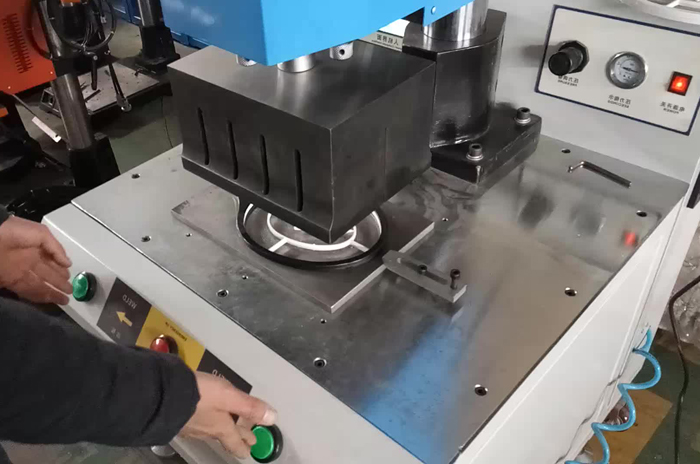
Оборудование для сварки ультразвуком
Источником колебаний при сварке ультразвуковыми волнами становится генератор ультразвука. Это электронное устройство преобразует стандартный электрический ток в высокочастотное электрическое напряжение, необходимое для возбуждения пьезоэлементов. Кроме того, в процессе используют:- конвертер. Он принимает напряжение от генератора и преобразует его в механические колебания с помощью пьезоэлектрических или магнитострикционных элементов;
- бустер. Модифицирует амплитуду ультразвуковых колебаний от конвертера, усиливая или уменьшая ее перед передачей на резонатор;
- сонотрод (резонатор или сварочная головка). Инструмент, который непосредственно касается свариваемого материала, передавая на него механические колебания для выполнения сварочного процесса;
- поддерживающее основание. Твердая поверхность, противостоящая сонотроду, которая обеспечивает необходимую опору для деталей во время ультразвуковой сварки гост;
- пневматическая или электрическая система прессования. Отвечает за приложение давления к свариваемым материалам.
В целом оборудование для ультразвуковой сварки может варьироваться от ручных устройств до больших комплексных систем, предназначенных для непрерывной работы. Выбор конкретной модели зависит от объема производства и от требований к свариваемым материалам.
Преимущества и ограничения
ультразвуковой сварки
Ультразвуковая сварка имеет много уникальных характеристик. Один из главных ее плюсов - возможность соединения разнородных материалов. Кроме того, ее отличают:- контролируемость процесса. Методика позволяет точно соблюдать параметры сваривания и не сомневаться в высоком качестве соединений;
- быстрота. Время операции составляет всего несколько секунд, что значительно увеличивает производительность;
- ненужность традиционных сварочных материалов - сварочной проволоки, газов или других добавок;
- безопасность и экологичность. Никаких вредных веществ в процессе не выделяется;
- энергоэффективность. Ультразвуковая сварка требует сравнительно меньшего количества энергии по сравнению с классическими методами.
Кроме того, не все типы пластмасс и металлов могут быть соединены эффективно. Качество процесса зависит от акустических свойств материалов, а некоторые из них могут плохо реагировать на ультразвуковые колебания.
Существует и риск повреждения чувствительных компонентов или деталей при сильных вибрациях. Чтобы исключить брак в работе, к процессу нужно привлекать только специально обученный персонал.
Сварку ультразвуковыми волнами может предложить далеко не каждое предприятие, так как оборудование для нее относится к дорогостоящим, особенно его автоматизированные варианты. Инвестиции в такие системы оправданны для крупных производств, но могут быть нецелесообразны для малого бизнеса или для выпуска ограниченного количества изделий.
Наконец, эта технология имеет ограничения по глубине проникновения. Она создает соединение в основном на поверхности контакта. Это может не обеспечить достаточной прочности, если требуется глубокая сварка.
Отметим, что упомянутые минусы не делают ультразвуковую сварку гост непригодной: они указывают на важность правильного выбора методики.
Сферы применения
Преимущества процесса оценили отрасли, для которых имеет значение не только надежное, но и аккуратное соединение деталей. Например, сборка медицинских устройств и компонентов, где требуются высокая точность и чистота. Или автомобильная промышленность: для создания элементов интерьера, систем вентиляции и фильтрации.В потребительской электронике технологию используют для сборки компонентов мобильных телефонов, компьютеров и других устройств. В упаковочной индустрии - для герметизации пластиковых упаковок для пищевых продуктов, напитков и бытовой химии. В аэрокосмической промышленности - для соединения легких и прочных материалов в конструкциях самолетов и космических аппаратов.
Гибкость и широкий спектр применения делают ультразвуковую сварку важным инструментом в современном производстве. И вы можете оценить ее потенциал уже сегодня, если обратитесь за этой услугой к участникам проекта. Ждем ваших заказов!
| Тип сварки | Стоимость, руб./ед. | |||
|---|---|---|---|---|
| Точечная | от 10 | |||
| Шовная | от 50 | |||
| Герметичная | от 100 | |||
| Со вставкой | от 150 | |||
| Микросварка | от 200 | |||

ПРЕДПРИЯТИЯ
ЗАКАЗЫ
ЗАКАЗЫ
ПРЕДПРИЯТИЯ


 +7 (495) 789-95-19
+7 (495) 789-95-19

