




Все услуги
› Изготовление деталей › Изготовление деталей разных типов › Изготовление крепежа по чертежам заказчика › Изготовление винтов

показать все ▼
Изготовление винтов

Дополнительная информация по услуге: Изготовление винтов
- Описание
- Стоимость
- Примеры работ (фото, видео)
- Исполнители
- Оборудование
- ГОСТы
Разместить заказ
Выбрать исполнителя
Изготовление винтов: безупречный крепеж
по низким ценам
Первые шаги в изготовлении винтов остаются такой же загадкой, как точная дата и место изобретения колеса. Образцы этих изделий археологи обнаруживали в Китае, Азии и Америке. Можно предположить, что наши далекие предки могли изобрести прототип винтового соединения, засмотревшись на раковину улитки, вьющуюся виноградную лозу и на другие “образцы” из мира живой природы. Однако научно практичность винтового соединения впервые доказал легендарный Архимед. Он создал винт, впоследствии получивший его имя и практически не изменившийся до наших дней.
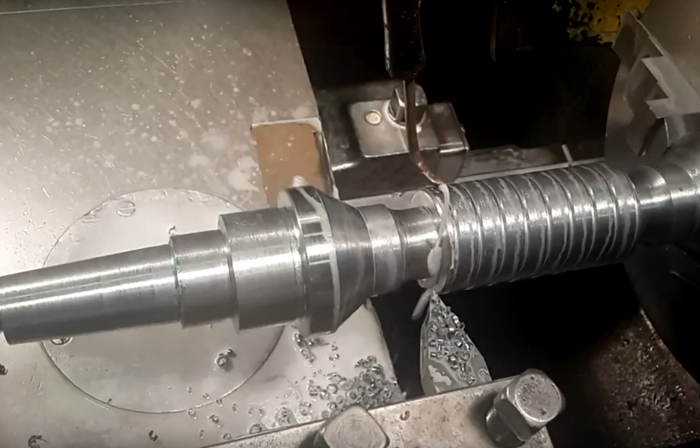
Как изготавливают винты
Если в древние времена производство винтов выполнялось вручную и отнимало очень много времени, сегодня на помощь металлообработчикам приходит оборудование. Причем механическое всё чаще уступает автоматизированным станкам с числовым программным управлением. В основе любого изделия, даже стандартного, лежит чертеж. Шаг резьбы, прочность и другие параметры определяются ГОСТами.Производство нестандартных винтов от производителя
Но для решения специфических задач не всегда подходят изделия, параметры которых “разложены по полочкам” в ГОСТах и техусловиях. К изготовлению винтов на заказ часто прибегают в тех случаях, когда требуются уникальные метизы: например, для узких сегментов машиностроения. В этом случае сопроводительный чертеж к будущему крепежу должен быть составлен максимально точно.При разработке проекта необходимо рассчитать нагрузки на деталь и определить оптимальный материал для его выпуска. Права на ошибку у специалистов нет, особенно при серийном производстве нестандартных винтов.
Изготовление винтов по гост
Для изготовления винтов существует сложная система стандартов. Каждому виду этих изделий соответствует “свой” гост (российская стандартизация) и DIN (международная). Например, изготовление простого винта с полукруглой головкой регулируется гостом 17473-80 и DIN 7985. Винты с цилиндрической головкой выпускаются по госту 1491-80 и DIN 84. Для винтов, имеющих головку с внутренним шестигранником, используются гост 11738-84 и DIN 912.Первые винты и оборудование для их изготовления
Предки современных винтов были не металлическими, а деревянными. И служить могли по большому счету в прессах - для получения вин и масел. Впервые наладить серийное производство винтов для промышленных целей помог созданный Леонардо да Винчи копировальный станок. Через 200 лет его более усовершенствованную версию предложил наш соотечественник А.К. Нартов.Современное производство винтов:
технология и материалы
Сегодня производство винтов и другим метизов осуществляется из низкоуглеродистой и нержавеющей сталей. А также из цветных металлов, среди которых особым спросом пользуется латунь. После механической обработки заготовки - от начальной обточки до нарезания резьбы - изделие может проходить процедуры, увеличивающие его стойкость и прочность. К ним относятся: - закалка (максимальный нагрев и резкое охлаждение);
- отжиг (нагрев в печи с ее последующим выключением и естественным остыванием в ней крепежа);
- отпуск (нагрев и медленное охлаждение в жидких средах);
- нормализация (нагрев до предельно допустимых температур и выдерживание на открытом воздухе для охлаждения).
Классификация винтов
Винты имеют достаточно сложную классификацию. Она определяется в первую очередь размерными характеристиками: величиной головки и стержня, их конфигурацией, шагом резьбы, особенностями шлица, классом точности, соответствием требованиям гост. По назначению и сферам применения выделяют такие разновидности винтов, как:- крепежные. Выполняют соединительную функцию. Помогают скрепить в единое целое несколько элементов. Конструкционно всегда состоят из стержня и шляпки. Являются самым распространенным видом винтовых метизов, чем и обусловлена востребованность изготовления винтов на заказ этого типа;
- установочные. Напротив, не имеют шляпки. Играют роль детали, помогающей зафиксировать положение плоскостей относительно друг друга;
- гребные - специфическая разновидность винтов, использующая как движущая сила в судоходстве.
Назначение во многом определяется формой шляпки винта и шагом его резьбы. Для работы с “чистой” древесиной и материалами на ее основе необходимы метизы с острым кончиком стержня и значительным шагом резьбы. Гипсокартону требуются более короткие, но тоже остроконечные метизы. Металлические детали соединяются винтами с частой резьбой, имеющими антикоррозионные свойства.
Чертежи и спецификации винтов
Мы уже упомянули, что работа над любым крепежом начинается с чтения имеющихся у заказчика чертежей. Но что делать, если вам необходимо изготовление винтов нестандартного типа, а никаких наработок - ни на бумаге, ни в “цифре” - у вас нет?Если вы обращаетесь к предприятиям нашего каталога по металлообработке, проблемы в этом нет. В штатах компаниц работают опытные конструкторы. Они разработают для вас чертеж винтового метиза любой спецификации при помощи программ компьютерного моделирования, а дальнейшая работа - создание изделия - продолжится уже на производственной площадке.
Изготовление винтов по чертежу
При желании вы можете поручить исполнителю только первичный этап - разработку чертежа, а практическое воплощение заказать другому. Но намного лучше, если проект полностью реализуется на цикличном производстве. Во-первых, все его участки связаны между собой, а значит, любое недопонимание исключено. Во-вторых, контролировать процесс “от и до” будут одни и те же специалисты.Критерии качества винтов
При производстве винтов контролю над качеством продукции уделяется не меньше внимания, чем при выпуске крупногабаритных изделий. Партия крепежа в целом и отдельные ее образцы обязательно выдерживают ”экзамен” на соответствие их технических характеристик гостам. Пригодность винта к эксплуатации определяется:- пределом прочности при нагрузке, связанной с растяжением;
- условным пределом текучести в процессе растяжения;
- параметрами твердости;
- степенью удлинения при разрушении.
Винты с разными видами головок
Классификация винтовых головок не менее разнообразна, чем самого винта. Они могут быть:- потайными, то есть полностью скрывающимися в материале после закручивания крепежа;
- полукруглыми - эти головки остаются в зоне видимости, но благодаря большой площади несущей поверхности полностью препятствуют раскручиванию винта;
- трапециевидными - в них кроме широкой несущей поверхности дополнительным элементом фиксации крепежа служат специальные насечки;
- узкими цилиндрическими - они не имеют головок и целиком “прячутся” в материале. Удерживаются в нем исключительно за счет резьбы.
- шестигранными. Это один из самых традиционных видов головок. Снабженный ими крепеж закручивается при помощи специфической отвертки или электроинструментом с соответствующей насадкой.
Изготовление винтов на нашем предприятии
Работа над каждым проектом состоит из пяти простых этапов:- Обработка заявки заказчика;
- Расчет стоимости;
- Отклик на заявку (вы получите предложения только от профильных исполнителей);
- Согласование условий и сроков, подписание договора, внесение предоплаты в систему безопасных сделок;
- Работа над проектом;
- Отгрузка готовых изделий, по необходимости - доставка.
Почему изготовление винтов лучше заказывать у нас?
Максимально удобная схема сотрудничества с заказчиками - только одно из преимуществ проекта. Нас выбирают и ценят:- за честные и лояльные к любому бюджету цены;
- за грамотную систему логистики наших исполнителей;
- за отличную оснащенность производств, львиную долю в котором составляет оборудование с чпу;
- за высокое качество изделий в целом.
| Виды винтов по стандартам | Стоимость, руб./шт. | |||
|---|---|---|---|---|
|
ГОСТ 1476-93 |
от 15 | |||
| ГОСТ 1477-93 | от 15 | |||
| ГОСТ 1478-93 | от 15 | |||
| ГОСТ 1479-93 | от 15 | |||
| ГОСТ 1481-84 | от 18 | |||
| ГОСТ 1482-84 | от 25 | |||
| ГОСТ 1485-84 | от 25 | |||
| ГОСТ 1486-84 | от 25 | |||
| ГОСТ 1488-84 | от 25 | |||
| ГОСТ 1491-80 | от 15 | |||
| ГОСТ 10336-80 | от 18 | |||
| ГОСТ 10337-80 | от 18 | |||
| ГОСТ 10338-80 | от 18 | |||
| ГОСТ 10339-80 | от 18 | |||
| ГОСТ 10340-80 | от 18 | |||
| ГОСТ 10341-80 | от 18 | |||
| ГОСТ 10342-80 | от 25 | |||
| ГОСТ 10343-80 | от 25 | |||
| ГОСТ 10344-80 | от 18 | |||
| ГОСТ 11738-84 | от 18 | |||
| ГОСТ 17473-80 | от 15 | |||
| ГОСТ 17475-80 | от 15 | |||
| ГОСТ Р 50405-92 | от 15 | |||
| ГОСТ Р 8878-93 | от 15 | |||
| ГОСТ Р 50403-92 | от 15 | |||
| ОСТ 1 10143-71 | от 25 | |||
| ОСТ 1 10576-72 | от 35 | |||
| ОСТ 1 31542-80 | от 15 | |||
| ОСТ 1 31528-80 | от 15 | |||
| ОСТ 1 31516-80 | от 15 | |||



ПРЕДПРИЯТИЯ
ЗАКАЗЫ
ЗАКАЗЫ
ПРЕДПРИЯТИЯ


 +7 (495) 789-95-19
+7 (495) 789-95-19

