





Литье в кокиль

Литье в кокиль: точно, просто, недорого
При литье металла в кокиль расплавленное сырье заполняет формы, также изготовленные из металлов. В отличие от земляных они являются многоразовыми и предназначены для серийного выпуска изделий. В зависимости от назначения и материала для производства отливок кокильная форма может изготавливаться из стали или чугуна.
Структура кокиля
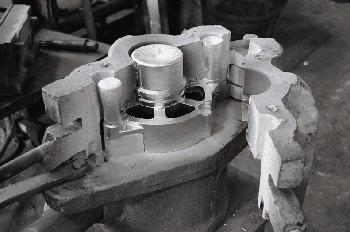
Главная особенность кокиля, позволяющая ему служить неоднократно, заключается в его разборной и достаточно сложной структуре. Он состоит из двух полуформ, массивной плиты, вставок, помогающих сформировать деталь внутри формы, и выходящих наружу стержней, по которым внутрь заливают расплавленный металл.
Для правильного совмещения и закрепления двух половин кокиля используют штыри. Дополнительная фиксация осуществляется замками. Кроме того, в процессе литья в кокиль на заказ и затвердевания заготовки внутри кокиля образуются газы. Чтобы они могли свободно выйти, в каждой литейной форме должны быть предусмотрены небольшие каналы - воздуховоды.
Как производят кокили?

Работа над кокилем начинается с создания проекта. За основу берутся точные параметры детали, а также особенности ее конструкции. На стадии проектирования определяется и тип материала для производства металлической формы. При выборе инженеры и технологи руководствуются принципом: чем выше прочность изделия, которое будет отлито, тем более стойким должен быть и кокиль.
Чаще всего металл отливают в серые чугуны, хотя возможно использование и, казалось бы, неожиданных материалов: например, алюминия. Правда, чтобы стать литейной формой, ему требуется подготовка - анодирование контактных поверхностей.
Получают кокили в основном методом объемной штамповки - самым простым и малозатратным. Но если необходимо заказать литье в кокиль особой точности, формы обрабатывают путем фрезеровки, в том числе с применением станков с ЧПУ.
Технический процесс литья в кокиль
Перед тем как жидкий металл будет залит в форму, необходимо выполнить ряд подготовительных мер. Полуформы нужно осмотреть, уделив особое внимание качеству рабочих поверхностей и стыков. Они должны быть идеально чистыми. Следы ржавчины, маслянистые пятна, частички грязи тщательно удаляют. Кокиль также проверяют на качество совмещения половин и на прочность их соединения. Перед заливкой расплава проводится обработка контактирующих поверхностей огнестойкими составами.
Далее следует собственно заливка металла в форму. Охлаждают кокиль естественным способом. Затем форму открывают и достают отлитую деталь. Позже процесс повторяется. Заказать кокильное литье можно в неограниченном количестве готовых отливок, ведь крупные литейные производства используют для выполнения таких проектов необходимое количество форм.
Достоинства и недостатки литья в кокиль
Главное преимущество литья металла в кокиль заключается в его высокой точности. Детали практически не требуется доработка, а если она всё же нужна, то достаточно проста и не отнимает много времени. Сложная внутренняя форма кокиля, наличие вкладок позволяет изготавливать изделия с богатым рельефом.
Процесс выпуска отливок считается одним из самых механизированных, а многие операции, например, финишная чистка поверхности заготовки, в этом случае просто отпадают. Технология также считается одной из самых безопасных для непосредственных исполнителей.
Однако у этой методики есть и минусы. Облегченный процесс литья в кокиль на заказ “компенсируется” сложностью изготовления формы и, соответственно, ее высокой стоимостью. Сам кокиль имеет строго ограниченный срок эксплуатации, по окончании которого требуется замена, иначе качество отливок заметно снизится.
Над тем, чтобы свести последний недостаток к минимуму, сегодня бьются лучшие представители технической мысли. И, надо сказать, небезуспешно.
Как заказать литье в кокиль на нашем сайте?

Следовать технологии до мельчайших подробностей и выпускать действительно качественные отливки может только предприятие полного цикла, которое располагает необходимыми:
- площадями,
- материалами,
- оборудованием,
- штатными специалистами высокого класса.
К нашему интернет-проекту присоединяются компании, на 100% уверенные в своих возможностях. Они соблюдают все требования к изготовлению отливок, определенные ГОСТами. Мы предлагаем любые формы работы - по чертежам или по имеющимся у вас образцам изделий. Литье может выполняться по уже готовым моделям, с которыми вы обратитесь к нам. Если их нет, инженеры наших предприятий-партнеров сами разработают для вас оснастку.
Чтобы заказать кокильное литье, как можно точнее заполните форму заявки и разместите ее в открытом доступе. Ваше предложение увидят десятки потенциальных исполнителей, а откликнутся только те, кто готов взяться за ваш проект без промедления. Как вариант - вы можете отправить предложение конкретному производству, если хорошо его знаете и готовы сотрудничать с ним. Обращайтесь!
Часто задаваемые вопросы по литью в кокиль
Технология кокильного литья предполагает высокие первоначальные затраты на проектирование и изготовление стальной или чугунной формы. В отличие от разовых песчаных форм металлический кокиль стоит значительно дороже, поэтому его применение для единичных изделий нецелесообразно.
Экономический порог эффективности обычно начинается при заказе от 500 или 1000 штук деталей в зависимости от их сложности. Высокая стоимость оснастки компенсируется ее многократным использованием, что позволяет существенно снизить себестоимость каждой последующей отливки. Кроме того, кокильное литье обеспечивает высокую скорость производственного цикла, так как время на подготовку формы к каждой заливке минимально.
Для долгосрочных проектов с серийным выпуском продукции этот метод наиболее рационален, так как обеспечивает быструю окупаемость инвестиций в литейную оснастку.
Металлическая форма обладает высокой теплопроводностью, что обеспечивает интенсивный отвод тепла от расплава по сравнению с песчаными смесями. В результате ускоренной кристаллизации формируется мелкозернистая структура металла с высокой плотностью. Такое строение значительно улучшает физико-механические характеристики изделия: повышаются пределы прочности и текучести, а также ударная вязкость.
Для алюминиевых сплавов литье в кокиль позволяет получить более высокие показатели твердости без дополнительной термической обработки. Но быстрый теплоотвод требует от технологов точного расчета температуры заливки, чтобы избежать появления недоливов и внутренних напряжений.
Использование металлических форм позволяет инженерам создавать ответственные детали машин, способные выдерживать повышенные эксплуатационные нагрузки при меньшем весе и габаритах заготовки.
Нагрев кокиля до рабочей температуры, составляющей обычно от 200 до 350 градусов, обязателен. Если залить расплавленный металл в холодную форму, произойдет резкий температурный удар, который приведет к мгновенному застыванию металла в тонких сечениях и к образованию брака. Кроме того, циклическая работа холодной формы вызывает быстрое развитие термической усталости металла кокиля, что провоцирует появление трещин и разрушение оснастки.
Предварительный нагрев также необходим для качественного нанесения защитных покрытий, которые лучше удерживаются на горячей поверхности. Равномерное температурное поле внутри формы обеспечивает спокойное заполнение полости и способствует направленной кристаллизации отливки, что гарантирует отсутствие усадочных раковин и высокую герметичность литых корпусных деталей.
Специальные огнеупорные покрытия выполняют две функции: защиту формы от эрозии и регулирование скорости охлаждения. Без защитного слоя расплавленный металл может вступить в химическую реакцию с поверхностью кокиля или вызвать его локальное оплавление, что приведет к привариванию отливки. Состав краски на основе графита, талька или кварца создает тонкий теплоизоляционный барьер, который позволяет расплаву дольше сохранять текучесть и полностью заполнять сложные элементы рельефа.
Изменяя толщину слоя облицовки на разных участках формы, технологи могут управлять процессом остывания, замедляя его в тонких стенках и ускоряя в массивных узлах. Это позволяет сбалансировать термические процессы внутри заготовки и получить однородную структуру металла без внутренних дефектов и геометрических искажений.
В отличие от пористых песчаных форм металлический кокиль абсолютно газонепроницаем. Чтобы избежать образования воздушных мешков и газовой пористости в отливке, в конструкции формы предусматривается сложная система вентиляции.
Основной объем воздуха выходит через плоскость разъема полуформ, на которой выполняются микроскопические вентиляционные каналы глубиной до десятых долей миллиметра. Для удаления газов из глубоких полостей применяют специальные вставки - вентиляционные пробки или венты, имеющие узкие прорези. Через эти отверстия воздух свободно выходит наружу, но металл не может просочиться из-за сил поверхностного натяжения.
Правильное расположение системы выпаров и вент гарантирует получение плотного литья с идеальной поверхностью, что особенно важно для деталей, работающих в условиях высокого гидравлического или пневматического давления.
Такой метод часто называют полукокильным литьем. Он применяется в тех случаях, когда деталь имеет сложную внутреннюю конфигурацию с поднутрениями, которые невозможно сформировать с помощью металлических выдвижных частей.
Песчаный стержень устанавливается в кокиль перед заливкой, а после кристаллизации металла легко разрушается и высыпается. Это позволяет объединить в одном процессе точность наружных контуров, обеспечиваемую кокилем, и неограниченную сложность внутренних каналов.
Кроме того, использование песчаных стержней снижает риск образования горячих трещин, так как песок обладает лучшей податливостью по сравнению с жестким металлом кокиля при усадке отливки. Технология идеальна для производства коллекторов двигателей, корпусов насосов и запорной арматуры, где требуются гладкие и сложные внутренние проточные пути.
Литье чугунных деталей в металлические формы сопряжено с риском возникновения отбела - образования чрезвычайно твердого и хрупкого слоя белого чугуна на поверхности отливки. Это происходит из-за сверхбыстрого охлаждения, при котором углерод не успевает выделиться в виде мягкого графита и остается в связанном состоянии в виде цементита. Отбеленный чугун практически не поддается механической обработке резцом.
Для борьбы с этим дефектом применяют интенсивный подогрев кокиля, используют специальные теплоизоляционные покрытия большой толщины и проводят последующий графитизирующий отжиг готовых изделий. Определение правильного режима термической обработки позволяет получить отливки с высокой износостойкостью поверхности и вязкой сердцевиной, что особенно важно для деталей станкостроения и тяжелого машиностроения.
Литье в кокиль относится к методам повышенной точности и позволяет получать отливки по седьмому или девятому классам согласно ГОСТу 26645. Благодаря жесткости металлической формы полностью исключается эффект раздутия или деформации стенок под давлением расплава, характерный для песчаного литья.
Отклонения размеров для средних деталей могут составлять десятые доли миллиметра. Шероховатость поверхности достигает значений Ra 6,3 или даже 3,2 при использовании качественных литейных красок. Это позволяет заказчику существенно сократить объем последующей механической обработки или вовсе отказаться от нее на неответственных поверхностях.
Минимальные припуски на обработку снижают расход металла и время работы станков, что делает итоговое изделие более конкурентоспособным по цене при сохранении высочайших качественных показателей.
Долговечность кокиля измеряется количеством выдержанных заливок, она зависит от материала формы и от заливаемого сплава. Для алюминиевых отливок ресурс стального кокиля может достигать десятков тысяч циклов, тогда как при литье чугуна или стали он сокращается до нескольких сотен или тысяч из-за более агрессивного термического воздействия.
Основная причина выхода оснастки из строя - термическая усталость, проявляющаяся в виде сетки разгара на рабочих поверхностях. Для продления жизни кокиля крайне важно соблюдать температурный график, избегать резкого охлаждения формы водой и своевременно восстанавливать защитное покрытие. Профессиональное техническое обслуживание, включающее регулярную очистку и мелкий ремонт кромок, позволяет максимально использовать потенциал оснастки, снижая амортизационные расходы в структуре цены готовой продукции.
При разработке литниковой системы для металлической формы инженер должен учитывать ее низкую податливость и высокую скорость остывания расплава. В отличие от литья в землю, где литники могут располагаться достаточно свободно, в кокиле они должны обеспечивать максимально быстрое и спокойное заполнение полости без захвата воздуха.
Часто применяется сифонная заливка, при которой металл поступает снизу, плавно вытесняя воздух вверх. Важный аспект - расчет прибылей для компенсации усадки: в кокиле они должны быть более массивными, так как металл в форме твердеет быстрее, чем в питающих каналах.
Правильное расположение литников и прибылей гарантирует получение плотной отливки без внутренних пустот и позволяет минимизировать затраты на последующее отделение элементов системы от тела готовой детали.
Кокильное литье - один из самых пригодных для автоматизации процессов в литейном деле. Существуют специализированные кокильные машины и автоматизированные комплексы, в которых все операции, от очистки и покраски формы до заливки металла и извлечения отливки, выполняют роботы или механические приводы.
Автоматизация позволяет исключить тяжелый физический труд и влияние человеческого фактора на качество продукции. Роботизированные линии обеспечивают идеальную повторяемость параметров: времени заливки, температуры формы и усилия прижима полуформ. Это ведет к резкому снижению процента брака и повышению производительности участка.
Для заказчика использование автоматизированного литья - гарантия стабильного качества всей партии изделий и четкого соблюдения сроков поставок продукции.
Металлическая форма кокильного литья жесткая и неразрушаемая, что накладывает определенные ограничения на форму будущих изделий. Деталь должна проектироваться таким образом, чтобы ее можно было извлечь из формы после раскрытия полуформ или перемещения металлических стержней. Это требует обязательного наличия литейных уклонов на всех поверхностях, параллельных направлению извлечения. Величина этих уклонов в кокиле обычно выше, чем в песчаных формах, и составляет от 1 до 5 градусов.
Также невозможно получить внешние или внутренние элементы, которые создают замки в теле формы, без использования сложных многоразъемных конструкций или песчаных вставок. Опытные конструкторы на этапе разработки детали стремятся упростить ее форму, делая ее технологичной для кокильного литья, что позволяет избежать удорожания оснастки и снижает риск поломки деталей при извлечении.
Литье латуней и бронз в кокиль применяется для изготовления водозапорной арматуры, втулок и элементов декора. Медные сплавы обладают высокой жидкотекучестью, что позволяет получать тонкостенные отливки с очень четким рельефом. Но высокая температура плавления меди по сравнению с алюминием ускоряет износ металлических форм.
При работе с медными сплавами особое внимание уделяется газопроницаемости покрытий, так как латуни склонны к интенсивному газовыделению при заливке. Использование кокиля для медного литья обеспечивает получение плотных заготовок с высокими антифрикционными свойствами, что критично для подшипников скольжения и деталей, работающих в условиях интенсивного трения.
Метод позволяет минимизировать потери дорогостоящего медного сырья на угар и припуски, обеспечивая высокую экономическую эффективность производства цветного литья.

Заполните форму для оформления заказа

- Описание
- Стоимость
- Примеры работ (фото, видео)
- Исполнители
- Оборудование
- ГОСТы


 +7 (495) 789-95-19
+7 (495) 789-95-19

